Как правильно прирезать седла клапанов
Содержание:
- Установка нового седла
- Устройство газораспределительного механизма
- Устройство клапанного механизма – принцип работы и возможные неисправности
- Устройство клапанного механизма – принцип работы и возможные неисправности
- Как заменить клапанные втулки на ВАЗ 2106
- Зенковки и шарошки для ремонта седел клапанов – что выбрать?
- Технические требования
- Износ седел клапанов
- Шарошки для ремонта седел клапанов – инструкция для работы + видео » АвтоНоватор
- Прирезка седел клапанов
- Притираем клапан к головке
- Ремонт седел
- Стоимость инструмента для притирки
- Как работает клапанный механизм автомобильного двигателя
- Особенности инструментов марки Neway
- Видео: «Восстановление фаски седла клапана»
Установка нового седла
Перед началом процедуры монтажа новых седел, посадочные места под них очищают от загрязнений. После ГБЦ следует равномерно нагреть до температуры, превышающей 100˚С. При этом металл расширяется, позволяя запрессовать кольцо.
Монтируемую деталь охлаждают с помощью жидкого азота. При его отсутствии можно использовать сочетание льда и ацетона, что позволяет снизить температуру металла до -70˚С. Размеры деталей подбирают таким образом, чтобы разница между диаметром посадочного места и кольца составляла не более 0.05-0.09 мм на холодных деталях.
Седло клапана запрессовывается с помощью специальной оправки или отрезка трубы подходящего диаметра. Деталь должна входить на посадочное место с небольшим усилием
При этом важно, чтобы кольцо встало без перекоса
После запрессовки и остывания ГБЦ следует проверить, не болтается ли элемент на посадочном месте. Если зазор отсутствует, а замененный элемент плотно держится на своем месте, процедуру его замены можно считать оконченной. Далее требуется прирезка седел клапанов с использованием шарошек.
Седло клапана правильно устанавливать с азотом, все другие методы не такие надёжные. В нормальном состоянии при комнатной температуре дивметр седла больше диаметра отверстия в головке, поэтому после установки получается некоторый натяг. Чтобы засунуть седло, его надо уменьшить в размере, для этого и нужен азот.
Азот в жидком состоянии сохраняет очень низкую температуру. Охлаждаясь в азоте, клапан сжимается в диаметре, и охладившись может свободно залезть в посадочное отверстие головки. В то же время, чтобы увеличить посадочное отверстие в головке, головку можно нагреть, тогда отверстие расширится и зазор увеличится. Если нагреть головку, то тогда не надо так сильно охлаждать седло, достаточно будет просто положить в морозилку и разницы температур будет достаточно.
Устанавливать седло без предварительной термической обработки нельзя, не будет достигнут необходимый натяг и седло выпадет в процессе эксплуатации.
При установке нужно забить седло, чтобы оно стало на место, сильно бить не надо, достаточно лёгких ударов.
Механическая обработка нового седла
На новом установленном седле надо нарезать фаску. Лучше всего это сделать на специализированном станке, так получится обработать наиболее точно. Это реализуется благодаря жёсткой центровке резца, чего невозможно добиться используя ручные шарошки.
Но если в вашей местности нет подобного оборудования, шарошки- это всё, на что вы можете рассчитывать. Если есть поблизости металлообрабатывающий цех, можно попробовать обработать клапана на фрезерном станке, результат вполне сойдёт.
На седле надо нарезать три кромки- внешнюю, внутреннюю и сверху них центральную, самую узкую, по которой седло будет соприкасаться с клапаном.
Устройство газораспределительного механизма
Как уже было сказано, клапаны впускают и выпускают топливную смесь в камеры сгорания цилиндров. Так как при рабочем цикле на тарелку воздействует сила сжатия смеси, кромка тарелки сточена под конус. Окно камеры сгорания также имеет фаску, соответствующую этому конусу. Место прилегания тарелки клапана к кромке окна называется седлом. От того, насколько качественно деталь будет прилегать к поверхности, зависит множество эксплуатационных показателей рабочего процесса двигателя, в том числе самого главного – компрессии.

Чем плотнее будет прилегать клапан к своему седлу в закрытом состоянии, тем большая герметичность в цилиндре будет достигаться. Следовательно, будет поддерживаться необходимая эксплуатационная мощность при работе двигателя.
Устройство клапанного механизма – принцип работы и возможные неисправности
Клапаны используются для герметизации цилиндров двигателя в процессе газообмена. Принцип их работы заключается в обеспечении впуска смеси топлива и воздуха для дальнейшего её сжатия. После воспламенения и отработки газы попадают в систему выпуска, за это также отвечают клапаны. Этот механизм функционирует в агрессивных условиях , постоянно подвергается большим динамическим нагрузкам, высоким скоростям движения и нагреву. Чтобы снизить быстрый износ ходовых частей данной детали, материалы изготовления чаще всего имеют высокую степень легирования никелем и хромом.
Головка также имеет функцию клапанов корпуса, седел клапанов, направляющих клапанов, резьбовой опоры для свечей зажигания и форсунок форсунок. При размещении и формировании камеры сгорания голова — это та, которая получает наибольшее количество тепла, которое производит двигатель, поэтому в настоящее время оно производится из алюминия или чугунных сплавов. По мере увеличения эффективности двигателя и увеличения мощности двигателя головка насоса подвергалась еще более высоким давлениям, и, конечно, температура также увеличивалась.
Это делало использование вермикулярных отливок более частым. Однако алюминий стал основным композитом для производства головного мозга. Посмотрите на шесть камер сгорания. Оба блока и головка должны иметь идеально плоские посадочные поверхности. Головной узел на блоке выполнен на металлопластичном соединении. Соединение имеет монтажное положение, которое должно выполняться, но в целом они позволяют устанавливать только в одном положении, в дополнение к блоку, имеющему направляющий штифт для монтажа.
Устройство клапанного механизма имеет два главных составных элемента: это головка и стержень. Данные узлы авто бывают с тюльпанообразной, плоской и выпуклой головкой. На конце стержня есть конусные, фасонные или цилиндрические проточки для фиксации на них пружин. Основным проявлением неисправности клапанного механизма является , а также нестабильная работа мотора в целом. Неисправности такого типа происходят из-за залипания и появления зазора. Нагар также может стать причиной этой проблемы, он накапливается у самого клапана и препятствует его закрытию.
Устройство клапанного механизма – принцип работы и возможные неисправности
Клапаны используются для герметизации цилиндров двигателя в процессе газообмена. Принцип их работы заключается в обеспечении впуска смеси топлива и воздуха для дальнейшего её сжатия. После воспламенения и отработки газы попадают в систему выпуска, за это также отвечают клапаны. Этот механизм функционирует в агрессивных условиях двигателя внутреннего сгорания, постоянно подвергается большим динамическим нагрузкам, высоким скоростям движения и нагреву. Чтобы снизить быстрый износ ходовых частей данной детали, материалы изготовления чаще всего имеют высокую степень легирования никелем и хромом.
Устройство клапанного механизма имеет два главных составных элемента: это головка и стержень. Данные узлы авто бывают с тюльпанообразной, плоской и выпуклой головкой. На конце стержня есть конусные, фасонные или цилиндрические проточки для фиксации на них пружин. Основным проявлением неисправности клапанного механизма является потеря мощности двигателя, а также нестабильная работа мотора в целом. Неисправности такого типа происходят из-за залипания и появления зазора. Нагар также может стать причиной этой проблемы, он накапливается у самого клапана и препятствует его закрытию.
Как заменить клапанные втулки на ВАЗ 2106
- Открыть доступ к втулкам клапанов за счёт проворачивания двух крайних шпилек, которые мешают установить оправку. Отворачиваются они методом навинчивания на них четырёх гаек попарно. Можно прибегнуть к специальному шпильковёрту.
Шпильки ГБЦ ВАЗ 2106 откручиваются для доступа к клапанам
- Направляющая втулка легко выпрессовывается ударами молотка по вставленной оправке. Прежде чем приступать к извлечению старой втулки, необходимо перевернуть ГБЦ.
Выпрессовка направляющей втулки ВАЗ 2106 из гнезда с помощью специального инструмента
- Деталь устанавливается в седло, затем молотком и оправкой запрессовывается до упора в плоскость ГБЦ. На втулки надеваются стопорные кольца и в таком состоянии проводится их запрессовка. Втулки впускных клапанов на ВАЗ 2106 несколько короче, чем втулки выпускных клапанов. Изнутри они покрыты канавками, которые смазывают клапаны. Длина канавок различается у впускных и выпускных клапанов: в первом случае они идут только до половины седла, во втором — до его дна.
Запрессовка новых направляющих втулокВАЗ 2106
- По окончании монтажа втулок их отверстия разворачиваются, причём их диаметр различается.
Отверстия направляющих втулок ВАЗ 2106 разворачиваются после монтажа
Зенковки и шарошки для ремонта седел клапанов – что выбрать?
Замена седел клапанов своими руками предусматривает наличие не только грубого инструмента, но и почти ювелирного – шарошки или зенкера. Эти узкоспециализированные инструменты используются только для ремонта двигателя внутреннего сгорания. Набор шарошек для седел клапанов применяется для вытачивания нужной формы их внутреннего диаметра. Эта операция позволяет добиться от тарелки плотного закрытия. Чтобы безошибочно обработать седло клапана, чертеж механизма желательно иметь под рукой.

Шарошка выполнена в виде металлического цилиндра, в котором есть отверстие и две или одна коническая поверхность, её угол может варьироваться от 15 до 60 градусов. На поверхности конуса есть резцы. Набор зенковок для ремонта седел клапанов применяется точно так же, как и шарошки, но имеется одно отличие. Зенкер можно использовать на механических и электрических инструментах.

Технические требования
Быстро и легко удалить вставное седло клапана можно с помощью паяльника для пайки микропровода в среде инертного газа — MIG (microware inert gas) welder. Вынув клапан, нанесите шов припоя по краю вставного седла, прилегающему к стенке посадочного гнезда. Когда шов остынет, он сожмется и вставку можно будет легко вынуть из головки блока цилиндров.
В случае треснувших и сильно обгоревших встроенных седел головку цилиндра часто удается отремонтировать, заменив их вставными. Все трещины в головке должны быть отремонтированы до того, как встроенное седло будет растачиваться. Сначала необходимо выбрать ремонтное вставное седло, имеющее требуемый внутренний и внешний диаметр, а также требуемую толщину. Производители ремонтных комплектов седел предоставляют таблицы, по которым выбирается подходящая ремонтная вставка седла. При замене вставного седла новое седло должно быть из материала того же, или более высокого сорта, чем старое. Рабочие температуры вставных седел выпускных клапанов выше на 100°-150°Ф (56°-183°С) чем рабочие температуры встроенных седел, которые доходят до 900°Ф (480°С). Для того чтобы срок службы ремонтных седел и клапанов был не меньше, чем у заменяемых деталей, одни должны быть изготовлены из более качественных материалов.
Выпускаемые ремонтные вставки седел клапанов изготавливаются из различных материалов, в том числе из:
- чугуна
- нержавеющей стали
- никелево-кобальтового сплава
- порошкового металла
Режущий инструмент для изготовления посадочного гнезда выбирается по наружному диаметру ремонтной вставки. Диаметр расточки посадочного гнезда должен быть меньше наружного диаметра вставного седла. Резцедержатель закрепляется на направляющем стержне, подобранном по размеру отверстия в направляющей втулке клапана. Привод подачи резцедержателя завинчивается так, чтобы оставалось достаточное количество витков для правильной подачи резца в обрабатываемую головку Собранный узел устанавливается в направляющей втулке клапана так, чтобы режущий инструмент опирался на растачиваемое седло.
Между опорным кондуктором и стопорным кольцом вставляется ремонтная вставка седла. Стопорное кольцо регулируется по ремонтной вставке седла таким образом,чтобы подача резца прекратилась, когда расточка посадочного гнезда достиг нет глубины, равной толщине новой вставки. Расточной инструмент приводится во вращение вручную или с помощью редукторного двигателя. Растачивание продолжается до тех пор, пока стопорное кольцо не дойдет до опорного кондуктора. После этого опорный кондуктор и резцедержатель убираются. Оправка соответствующего размера и направляющий стержень закрепляются на ударной головке. Лучше всего перед установкой охладить ремонтную вставку в твердой углекислоте, чтобы она уменьшилась в диаметре.
Сильным ударом тяжелого молотка ремонтная вставка вгоняется в посадочное гнездо. Вначале сильными ударами молотка ремонтная вставка всаживается в гнездо, а затем легкими ударами просаживается до тех пор, пока не войдет в него до упора. Не следует бить по ударной головке после того, как седло войдет в посадочное гнездо до конца. Установленное ремонтное седло зачеканивается по внешнему краю по периметру посадочного гнезда — при этом металл по краю вставки слегка расклепывается, усиливая ее сцепление с гнездом. Седло в ремонтной вставке обрабатывается по уже описанной технологии механической обработки, используемой для восстановления седел клапанов.
Ремонтные вставки должны оставаться в углекислоте до момента установки. Это позволит существенно снизить вероятность среза металла со стенок посадочного гнезда при установке ремонтной вставки. Срезанные частички металла могут попасть под ремонтную вставку, помешав правильно посадить ее. Охлажденное вставное седло кладется на посадочное гнездо.
Износ седел клапанов
Если двигатель с незакаленными седлами клапанов работает на неэтилированном бензине, то скорее всего, это вызовет ускоренный износ седел. Можно ли определить, что седла изношены, не разбирая головки блока цилиндров?
По мере износа седла клапан все глубже садится в него, и следовательно все выше выступает из направляющей втулки. Таким образом, по мере износа седла уменьшается тепловой зазор. Если в двигателе используются гидравлические толкатели клапанов, то это остается незамеченным до тех пор, пока снижение теплового зазора не приведет к тому, что гидравлический толкатель опустится до упора. Если доходит до этого, то клапан уже не в состоянии плотно садиться в седло, и в этом случае резко падают степень сжатия (компрессия) и мощность двигателя, а расход топлива резко возрастает. Если клапан закрывается не полностью, то теплопередача от него к головке блока цилиндров нарушается, клапан перегревается и обгорает или начинает плавиться. При обгорании клапанов двигатель будет работать с перебоями, а на холостом ходу будет работать неровно.
Если двигатель оснащен механическими толкателями клапанов, то сокращение теплового зазора сначала проявляется в неровной работе двигателя на холостом ходу только тогда, когда двигатель прогрет. У двигателей с механическими толкателями снижение мощности, неровная работа на холостом ходу и перебои в работе, а также повышение расхода топлива, нарастающие по мере того, как клапаны все глубже садятся в седла, становятся заметными раньше, чем у двигателей с гидравлическими толкателями.
В заключение ниже приведены симптомы повышенного износа седел клапанов:
- Сокращается тепловой зазор (клапаны перестают стучать).
- В результате уменьшения теплового зазора разогретый двигатель начинает работать неровно на холостом ходу.
- По мере того, как клапаны все глубже садятся в седла, возникают перебои в работе двигателя, падает его мощность и растет расход топлива, а также возникает неустойчивость работы двигателя на холостом ходу.
- При обгорании клапанов двигатель работает плохо, кроме того, он плохо запускается (как в остывшем, так и в разогретом состоянии), происходят обратные вспышки и падает мощность двигателя.
Если тепловой зазор — регулируемый, обгорание клапанов можно предотвратить, регулярно его подстраивая. Запомните, одновременно с износом седла происходит износ и клапана, что приводит к уменьшению теплового зазора. Многие автомеханики и не подумают отрегулировать тепловой зазор до тех пор, пока клапаны не начинают сильно стучать. Если в процессе регулировки клапанов будет замечено уменьшение теплового зазора, то это может быть свидетельством износа седла клапана.
Шарошки для ремонта седел клапанов – инструкция для работы + видео » АвтоНоватор
Шарошки для ремонта седел клапанов являются необходимостью при работе с этим механизмом, потому что более удобного и точного инструмента не найти. Единственной альтернативой могут служить зенковки. Обо всем этом и о самом процессе ремонта мы поговорим в статье.
Устройство клапанного механизма – принцип работы и возможные неисправности
Клапаны используются для герметизации цилиндров двигателя в процессе газообмена. Принцип их работы заключается в обеспечении впуска смеси топлива и воздуха для дальнейшего её сжатия. После воспламенения и отработки газы попадают в систему выпуска, за это также отвечают клапаны. Этот механизм функционирует в агрессивных условиях двигателя внутреннего сгорания, постоянно подвергается большим динамическим нагрузкам, высоким скоростям движения и нагреву. Чтобы снизить быстрый износ ходовых частей данной детали, материалы изготовления чаще всего имеют высокую степень легирования никелем и хромом.
Устройство клапанного механизма имеет два главных составных элемента: это головка и стержень. Данные узлы авто бывают с тюльпанообразной, плоской и выпуклой головкой. На конце стержня есть конусные, фасонные или цилиндрические проточки для фиксации на них пружин. Основным проявлением неисправности клапанного механизма является потеря мощности двигателя, а также нестабильная работа мотора в целом. Неисправности такого типа происходят из-за залипания и появления зазора. Нагар также может стать причиной этой проблемы, он накапливается у самого клапана и препятствует его закрытию.
Ещё один признак неисправности – это повышенное выделение дыма во время выхлопа. А изношенный стержень и направляющая данного механизма станет причиной неестественной шумности двигателя.
Зенковки и шарошки для ремонта седел клапанов – что выбрать?
Замена седел клапанов своими руками предусматривает наличие не только грубого инструмента, но и почти ювелирного – шарошки или зенкера. Эти узкоспециализированные инструменты используются только для ремонта двигателя внутреннего сгорания. Набор шарошек для седел клапанов применяется для вытачивания нужной формы их внутреннего диаметра. Эта операция позволяет добиться от тарелки плотного закрытия. Чтобы безошибочно обработать седло клапана, чертеж механизма желательно иметь под рукой.
Шарошка выполнена в виде металлического цилиндра, в котором есть отверстие и две или одна коническая поверхность, её угол может варьироваться от 15 до 60 градусов. На поверхности конуса есть резцы. Набор зенковок для ремонта седел клапанов применяется точно так же, как и шарошки, но имеется одно отличие. Зенкер можно использовать на механических и электрических инструментах.
Замена седел клапанов своими руками – разбираем специфику работы
Такая операция выполняется двумя способами. Первый – грубый, но самый простой и быстрый. Осуществляется довольно примитивно: на изношенное кольцо седла приваривается старый клапан, а затем кольцо просто выбивается молотком из своего штатного места в головке блока цилиндров, она, кстати, может быть повреждена, что очень нежелательно. Дальше происходит процесс запрессовки нового. Мягкий способ гораздо сложнее, тем не менее, он выполним в вашем гараже без вмешательства дорогого оборудования. Седло в этом методе аккуратно вытачивается на станке. После этого посадочное место вычищается и также обтачивается.
Надёжная запрессовка происходит при охлаждении нового седла и нагреве головки блока цилиндров, только после такой работы можно будет гарантированно надёжно использовать механизм. Вся трудность метода заключается в нагреве и охлаждении, предварительно нужно будет продумать, как вы это будете делать. Если седло не изношено донельзя, его можно подкорректировать. При использовании шарошки для ремонта применяются, в основном, несколько фрез с разными углами. На оправку надевается первая грубая насадка, после чего круговыми движениями делается подготовка седла или прирезка, таким же образом могут использоваться и зенковки для прирезки седел клапанов.
Дальше приступаем к притирке, она осуществляется с помощью специального приспособления, предназначенного для этого, на конце которого есть конус. На фаску седла наносится абразивный порошок или паста. Притирка проводится до тех пор, пока трение не будет издавать минимальный звук и скрежет. Остатки пасты или порошка тщательно убираются. Качество работы можно оценить, перевернув головку и залив в неё керосин, если он не просачивается, значит, мы потрудились на славу.
Прирезка седел клапанов
При замене клапанов или седел клапанов необходимо выполнить операцию, которую называют прирезкой клапанов. Необходимый для этого инструмент (один и тот же) называют разверткой, зенковкой, зенкером, а иногда шарошкой. Судя по конической форме, это скорее зенковка.Прирезка клапанов это несложная но ответственная операция при ремонте двигателя. А если вам неохота возиться с ремонтом проще продать или купить машину на car.ru.
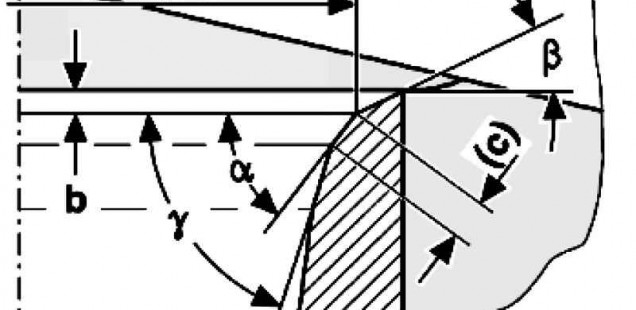
Необходимые углы прирезки есть в каждом руководстве по ремонту. Строго обязательный из них только угол самой фаски для клапана. Для двигателей ВАЗ это 45. Углы, которые должны быть на новых седлах головки блока цилиндров, показаны на этом рисунке.
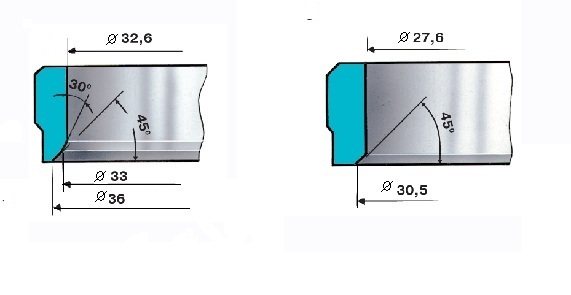
Минимальный набор зенковок содержит одну зенковку для впускного, одну для выпускного и направляющая. На практике такой набор для ремонта бесполезен. Понятно, что при доработке седла клапана, размер конической поверхности будет расти и фаска станет больше оптимальной. Поэтому гнезда клапанов, обрабатываемые при ремонте, делают по следующему рисунку.
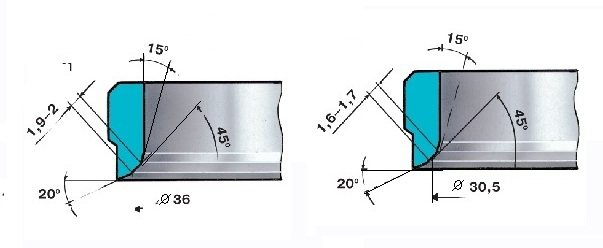
Чтобы выполнить такую форму седел, нужен набор, в котором шесть зенковок: три для впускного и три для выпускного клапана. Зенковки могут быть цельные из быстрорежущей стали или с пластинами из твердого сплава. В Тольятти можно купить набор из 6 зенковок, с напаяными твердосплавными пластинами за 1300 рублей.
Поверхность фаски на седле клапана должна быть соосна управляющей втулке. Поэтому состав комплекта обязательно входит направляющая. В самом простом случае направляюкщая одновременно является шпинделем для зенковки. Зенковка одевается на направляющую и фиксируется шпонкой или другим способом. Конец направляющей смазывают маслом, вставляют во втулку клапана. При обработке направляющей скользит по втулке. Это не всегда удобно, но допустимо если вам нужно отремонтировать только свой двигателя. Более сложный вариант, когда направляющая вставляется во втулку и крепится неподвижно. Для вращения фрезы используется отдельная рукоятка. В таком случае направляющие, их еще называют пилот, могут быть под разные диаметры втулок при одинаковом размере фрез. Универсальный импортный набор инструментов включающий несколько зенковок разного размера, вороток и несколько направляющих может стоить до тысячи долларов.
Порядок работы следующий. Сначала зенковкой с углом 45 градусов обрабатывают фаску седла до тех пор пока не получат аккуратную конусную поверхности. При этом надо убрать все дефекты и черноту.Следующей применяют зенковку с углом 75, а затем 20 градусов. В результате фаску с углом 45 градусов нужно уменьшить до ширины один полтора миллиметра.
Притираем клапан к головке
Раз прогорел клапан значит также подгорело и седло клапана, обычно мотористы сначала седло выравнивают специальной шарошкой, которой у вас нет, нет так обойдемся без нее (проверенно двигатель ходит ничуть не хуже). Поражаюсь как некоторые мотористы притирают клапана в ручную (я б сума сошел) пусть за нас работает электродрель (если у вас дрель реверс лево-право еще лучше а нет и такая подойдет). Намажьте край клапана притирочным порошком вставьте клапан в головку и зажмите конец клапана в патрон дрели но не глубоко а на глубину примерно 15мм главное не поцарапать то место где клапан соприкасается с сальником. Подтягивайте дрелью клапан вверх и включайте пусть клапан притирается, делайте такие движения вверх немного вниз и опять вверх (думаю поняли) если дрель реверс переключайте вращение. На девятке или восьмерке тяжело добраться до клапана дрелью нужен очень маленький патрон, но можно сделать так возьмите крепкий кусочек армированного резинового шланга который очень плотно одевается на клапан, возьмите шпильку 8мм и натяните на нее этот кусочек шланга посильней, шпильку зажмите в дрель а другой конец шланга на клапан и также начинайте притирать клапан к седлу головки.
Ремонт седел
Ремонт седел клапанов выполняется при их естественном износе и неплотном прилегании тарелки к своему посадочному месту.
С целью восстановления геометрии колец применяются шарошки для седел клапанов — набор фрезерующих головок, позволяющих делать необходимые углы.

Шарошки могут использоваться в сочетании со специальным оборудованием. Однако оно является дорогостоящим. Поэтому в домашних условиях применяют ключ-трещотку с удлинителем. Правильно обработанные места имеют углы 30˚, 60˚ и 45˚. Обработка седел клапанов для создания каждого из них производится соответствующей фрезой.
Стоимость инструмента для притирки
Набор шарошек для седел клапанов включает в себя комплект конусов различного диаметра и угла, сменных резцов и вертикальной направляющей. При помощи последней устанавливается соосность рабочей поверхности. Полупрофессиональный набор из 6-10 элементов отечественного производства имеет стоимость 1-3 тысячи рублей. Профессиональные инструменты, состоящие состоят из 13-15 предметов, стоят около 10-15 тысяч рублей.

Ввиду высокой цены, такая шарошка для седел клапанов используется лишь в автосервисах. Практически все наборы — универсальны и позволяют провести фрезерование седел и притирку практически на любых автомобилях. Встречаются также комплекты, предназначенные для конкретных марок. Например, это шарошки для седел клапанов ВАЗ. Подходят, как для классических карбюраторных моделей, так и для более современных, инжекторных.
Как работает клапанный механизм автомобильного двигателя
Чтобы вникнуть в особенности применения шарошек или зенкеров для седел клапанов, необходимо сначала разобраться в том, как действует клапанный механизм двигателя автомобиля, а также в том, что может привести к появлению неисправностей в его работе.
Каждый из цилиндров любого двигателя внутреннего сгорания (ДВС) работает совместно с двумя клапанами, один из которых является впускным, а второй – выпускным. Работа ДВС осуществляется за счет повторяющихся процессов (циклов). Каждый из таких процессов заключается в том, что в рабочий цилиндр подается топливная смесь. Это происходит при открытии впускного клапана. После его закрытия и сгорания топливной смеси из цилиндра необходимо вывести отработанные газы, что и обеспечивается открытием выпускного клапана. Впускной и выпускной клапаны, находясь в закрытом состоянии, должны обеспечивать полную герметичность рабочего цилиндра.
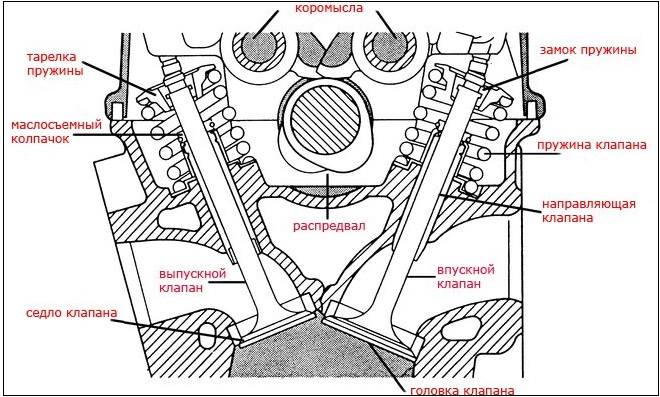
Схема клапанного механизма двигателя внутреннего сгорания
В процессе работы двигателя клапаны подвергаются как значительным механическим нагрузкам, так и различным воздействиям агрессивной среды, в которой они эксплуатируются:
- термическим;
- механическим;
- динамическим;
- химическим.
Чтобы клапаны были в состоянии выдерживать такие серьезные воздействия на протяжении длительного времени, для их изготовления используют высоколегированный стальной сплав, в химическом составе которого содержится значительное количество хрома и никеля.

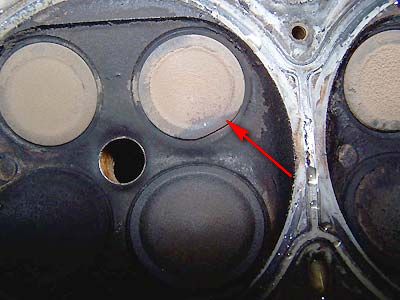
В процессе эксплуатации седла клапанов изнашиваются в различной степени
Конструкция клапанов состоит из двух основных элементов: направляющего штока и головки, которая может иметь плоскую, выпуклую или тюльпанообразную форму. Направляющий шток клапана может быть полностью цилиндрическим или выполненным с фасонной проточкой, которая необходима для более надежной фиксации пружины.
То, что в клапанном механизме ДВС появились неисправности, можно определить по нескольким признакам, наиболее явными из которых являются:
- снижение мощности двигателя, что отражается на скоростных характеристиках автомобиля;
- нестабильная работа ДВС на любых оборотах;
- неестественный стук, раздающийся из моторного отсека автомобиля;
- большое количество дыма, выходящего из выхлопной трубы.

Появление зазора между клапаном и его посадочным местом приводит к образованию нагара, а в дальнейшем и к прогару седла клапана
Если говорить о наиболее распространенных неисправностях ДВС, связанных с его клапанным механизмом, то к ним относятся:
- появление зазора между корпусом блока цилиндров и головкой, которой оснащен такой блок, что связано с их неплотным прилеганием друг к другу (этот зазор, образующийся по ряду причин, приводит к разгерметизации системы);
- образование в местах, где клапан контактирует с блоком цилиндров, кокса и нагара (такой нагар не дает клапану полностью закрыть цилиндр, что также ведет к разгерметизации системы).
Особенности инструментов марки Neway
Шарошки для седел клапанов Neway – одни из самых популярных инструментов для притирки клапанов и фрезеровки седел. Особенностью этого инструмента являются особые фрезы. С помощью них проводить ремонт седел клапанов особенно легко, без применения особой физической силы.

Этот инструмент полностью ручной. Еще одним отличительным свойством являются быстрозажимные пилоты. Это приспособления, устанавливаемые в направляющие втулок клапанов. Благодаря прецизионной обработке деталей достигается высокая точность фрезеровки. В результате не требуется последующая притирка клапанов. Можно сразу приступать к эксплуатации двигателя, без обкатки.
Видео: «Восстановление фаски седла клапана»
Шарошки для ремонта седел клапанов являются необходимостью при работе с этим механизмом, потому что более удобного и точного инструмента не найти. Единственной альтернативой могут служить зенковки. Обо всем этом и о самом процессе ремонта мы поговорим в статье.
Несмотря на высокие требования к этим двигателям, предотвращается «микросварка» седла с клапаном. Эта комбинация материалов характеризуется очень высокой износостойкостью, которая поддерживается даже при высоких температурах. Также возможно использование в мощных бензиновых и дизельных двигателях.
Это седло седла клапана имеет закаленную мартенситную композицию с четко выраженной карбидной сетью и отлично адаптируется к усилию. Таким образом, седло седла клапана имеет хорошую износостойкость и высокую термостойкость. Это высоколегированный материал с четко определенной замкнутой сетью смешанных и специальных карбидов в мартенситной матрице и хорошо распределенными процентами твердой смазки. Он также известен как штепсельная вилка, герметизируя цилиндр, а вместе с поршневой головкой образует камеру сгорания, что является ее основной функцией.