Протяжка головки блока цилиндров мтз 82
Содержание:
Правила проведения затяжки крепления

Болты ГБЦ
Соблюдайте правила затяжки креплений:
- Момент затяжки ГБЦ указывается в руководстве к транспортному средству. Следует изучить его, прежде чем выполнять ремонт. Этот показатель отличается не только на разных марках автомобилей, но и на разных моделях машин одного и того же производителя. А все потому, что в одних моторах блок цилиндров изготавливают из чугуна, в других – из алюминиевых сплавов, устанавливают асбестовые и безасбестовые прокладки ГБЦ, которые обладают разным коэффициентом расширения.
- Обтяжка производится последовательно и равномерно. Порядок затягивания болтов головки блока цилиндров также нужно уточнять в рководстве.
- После вкручивания болтов с должным усилием, необходимо осуществить контрольную затяжку через 30-40 минут. Необходимость в этом появляется из-за «усаживания» прокладки после установки. Следует также проверить момент затяжки примерно после 1000 км пробега, потому что из-за высоких нагрузок и повышенных температур увеличивается давление на прокладку, что приводит к ослаблению затяжки болтов со временем, а вероятность прогорания прокладки и ее продавливания увеличивается. Порядок затягивания болтов при дотяжке сохраняется. Если для крепления головки ГБЦ использовался пружинный тип креплений, то выполнять протяжку болтов потом не нужно.
- Затяжку производят в три-четыре этапа, соблюдая порядок: сначала крепежи затягивают слегка, потом сильнее, и, наконец, до конца.
- Если используется динамометрический ключ щелчкового типа, то после появления характерных щелчков затягивать болты больше нельзя.
- Рекомендуется менять болты на новые при каждой разборке двигателя, но на 16-ти клапанных движках можно повторно вкрутить старые крепежи, если их длина составляет менее 95 мм (длину нужно измерить вместе с шайбой). В противном случае крепежные элементы упрутся в дно колодца, а при температурном расширении разобьют отверстие, расколют блок цилиндров либо сломаются сами.
Общие правила по использованию инструмента
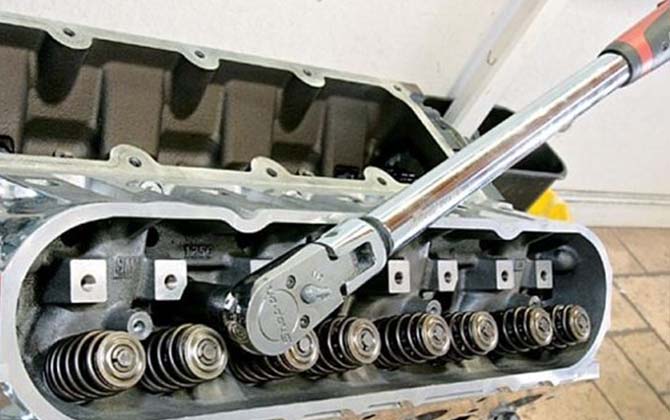
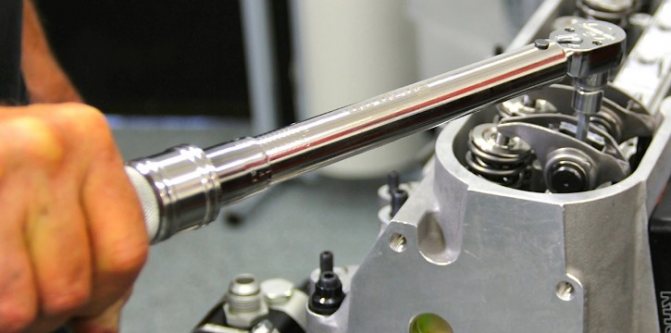
Сам инструмент представляет собой стержень с рукояткой на одном конце, и с индикаторным механизмом на другом. На рабочем конце рукоятки устанавливается торцевая головка или присоединительное гнездо для рожковой насадки (гаечной либо накидной насадки).
В ключах предусмотрены индикаторные механизмы и регулировочные, как с предохранителем от перетяжки, так и без них.
Далее рассмотрим разновидности динамометрических ключей, которые чаще всего используются в работе.
Щелчкового типа

Часто автомобилисты приобретают именно такой ключ из-за высокой точности измерения, прочности и наличием удобной шкалы с настройкой. Таким ключом невозможно перетянуть резьбу, так как предусмотрен предохранитель.
Главное знать, как правильно работать с изделием данного типа. Суть заключается в необходимости заранее выставить нужное значение максимального усилия (момента затяжки).
Далее производится обычное затягивание соединения (болта или гайки) до тех пор, пока не появится хорошо слышимый щелчок. Данный звук сигнализирует о достижении требуемого параметра. Примечательно, что дальше прибор перейдет в режим «проскальзывания» и перетянуть соединение не получится.
Видео: «Как пользоваться ключом щелчкового типа»
Как пользоваться шкалой:
Торсионного типа со стрелкой-указателем
Такие ключи имеют характерную особенность – крупные габаритные размеры. Непосредственно у самой рукоятки имеется шкала, по которой и производятся необходимые измерения. Предварительно настроить данный ключ не получится, результат затяжки достигается по факту.
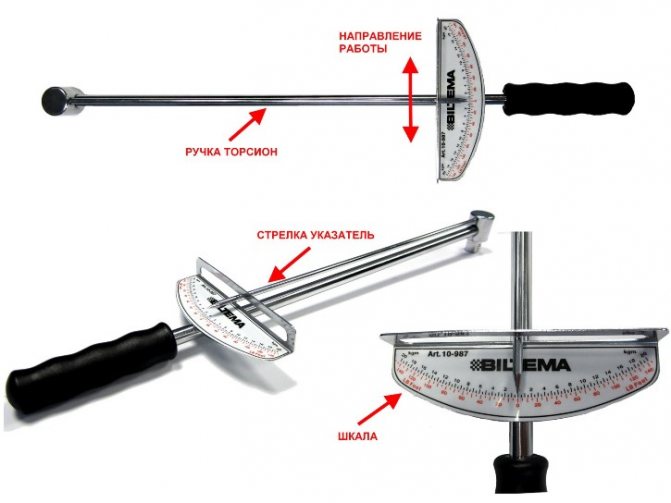
Рекомендуется использовать только в машинах и механизмах, где предусмотрен средний уровень точности затяжки.
При использовании стрелочного инструмента рукоятка перемещается относительно шкалы в направлении приложения усилия. Стрелка остается неподвижной.

Чтобы максимально точно произвести замер, необходимо выполнить пошагово следующие действия:
- Заранее найти на шкале место, которое должна достичь стрелка в момент прикладывания максимального усилия;
- Осуществлять затяжку плавно и последовательно, достигая заданного положения на шкале;
- Если необходимо применение дополнительного усилия, инструмент снимается, производится затягивание обычным ключом и повторная проверка.
Видео: «Как пользоваться ключом стрелочного типа»
Динамометрический электронный прибор

Применение данного инструмента обосновано при сборке оборудования, требующего высокой точности затяжки. На ЖК-дисплей выводится информация (момент затяжки в Н·м). Преимущество моделей – в возможности сохранения настроек при работе.
Установка данных осуществляется по инструкции при помощи специальных кнопок. Удобно и достаточно просто, а экономия времени – огромная. Выгодно использовать такие девайсы на конвейерной сборке, когда необходимо выполнять повторяющуюся операцию многократно.

Сигнализирует при достижении заданного момента затяжки с высокой точностью. Существуют так же специальные электронные адаптеры, которые устанавливаются на ключ-трещотку.
Видео: «Как пользоваться ключом электронного типа»
С рожковыми насадками
Данные ключи имеют принцип работы аналогичный стрелочному типу, но иной внешний вид. Разница в достижении более точных результатов. Фиксация момента затяжки достигается поворотным механизмом с пружиной спирального типа.

К этому механизму присоединен стрелочный индикатор с измерительной шкалой в Н·м. Поворачивание рычага происходит по принципу, аналогичному для работы с гаечным. Слесарь создает необходимую величину усилия, которая отображается на шкале за счет отклонения стрелочного индикатора.
Контрольная, повторная обтяжка ГБЦ
Контрольная протяжка производится после обкатки силового агрегата, регламентная проверка выполняется через 1000 часов работы дизеля. Для проведения работ потребуется снять верхний защитный кожух газораспределительного механизма и демонтировать валик с коромыслами. Проверка затяжки проводится по схеме, имеющейся в инструкции по эксплуатации. Для тестирования используется динамометрический ключ, прилагаемый момент составляет 190-210 Н/м.
После проведения протяжки требуется установить на штатные места снятые детали головки цилиндров, а затем проверить корректность установки зазора между бойком коромысла и торцом стержня клапана. Для атмосферных силовых агрегатов зазор для впускных и выпускных клапанов составляет 0,20-0,35 мм (на прогретом агрегате). При настройке холодного дизеля рекомендуется установить расстояние в пределах 0,20-0,25 мм. Моторы МТЗ, оборудованные компрессором, отличаются величиной зазоров (0,25 мм для впускного тракта и 0,45 мм для выпускного).
Регулировка клапанного механизма выполняется вращением винта (после отворачивания контрящей гайки) начиная с первого цилиндра (от шкива). Для корректной установки зазора поршень выставляется в положение верхней крайней точки (определяется по моменту перекрытия клапанов). После установки параметров в первом цилиндре требуется поочередно отрегулировать зазоры в оставшихся клапанах.
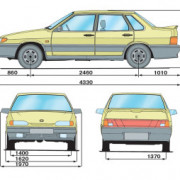
МТЗ-82 – легендарный трактор, выпускаемый Минским тракторным заводом с 1974 года. За свою без малого полувековую историю его конструкция претерпела ряд доработок, но основные принципы производства остались прежними: надёжность, эффективность и простота, позволяющие эксплуатировать машину в тяжёлых условиях и обслуживать её вдали от специализированных сервисных центров. Ремонт двигателя, в том числе регулировка клапанов МТЗ 82 своими руками могут быть выполнены любым более-менее опытным механиком, что упрощает обслуживание и сокращает затраты, в том числе связанные с простоем техники.
Моменты затяжки основных резьбовых соединений
Крепеж головки цилиндров
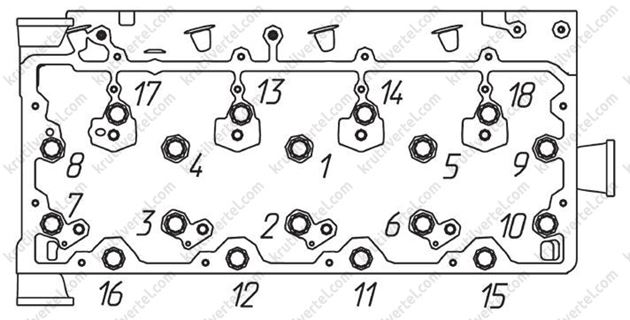
Порядок затяжки болтов крепления головки блока цилиндров.
На рисунке приведен порядок затяжки болтов крепления головки цилиндров. Предварительно установленные болты подтянуть от руки. В дальнейшем болты крепления головки блока цилиндров затягиваются за три приема:
1 прием – болты затянуть моментом 100±10 Н·м (10±1 кгс·м).
2 прием – болты довернуть на 180º±5º.
3 прием – болты довернуть на 90º±5º.
Внимание:
После затяжки болтов крепления головки блока цилиндров, выполненной в три приема, дальнейшего контроля затяжки болтов в эксплуатации не требуется
Резьбовое соединение
Момент затяжки, Н·м (кгс·м)
Крепеж коленчатого вала и шатунно-поршневой группы
Болты крепления крышки коренных подшипников коленчатого вала
Предварительный момент затяжки: 135±15 (13,5±1,5)
Окончательный момент: довернуть болты на 120º±2º
Болты крепления маховика.
Внимание:
Болты используются только 1 раз. Установка болтов второй раз недопустима.
Предварительный момент затяжки: 85 ± 5 (8,5 ± 0,5)
Окончательный момент: довернуть болты на 90º±2º
Болты крепления гасителя крутильных колебаний.
Внимание:
Болты используются только 1 раз
Установка болтов второй раз недопустима.
Предварительный момент затяжки: 85 ± 5 (8,5 ± 0,5)
Окончательный момент: довернуть болты на 90º±2º
Болты крепления крышки шатуна
Предварительный момент затяжки: 70 ± 5 (7 ± 0,5)
Окончательный момент: довернуть болты 115º±2º
Болты крепления форсунок охлаждения поршней
8 – 10 (0,8 – 1,0)
Крепеж внутри картера маховика
Болты крепления корпуса шестерен
80 — 100 (8,0 – 10,0) с нанесением анаэробного герметика Loctite 518 на фланец
Болты крепления масляного насоса
22 — 25 (2,2 – 2,5)
Болты крепления подшипника распределительного вала
50 – 55 (5 – 5,5)
Болты крепления промежуточной шестерни привода пневмокомпрессора
50 – 55 (5 – 5,5)
Болты крепления картера маховика
Ø10мм: 43 — 55 (4,4 – 5,6)
Ø12мм: 80 — 100 (8,0 – 10,0)
с нанесением герметика Loctite 518 на фланец
Крепеж механизма газораспределения
Болты стоек и оси коромысел
Затяжку производить в три приёма:
1. Завернуть на 2 — 3 оборота;
2. Начиная с середины, последовательно перемещаясь в обе стороны, затянуть моментом 20 — 30 (2,0 — 3,0);
3. Начиная слева, последовательно перемещаясь вправо дотянуть моментом 73,54 ± 4,9 (7,5 ± 0,5)
Регулировочные гайки коромысел
50 – 55 (5 – 5,5)
Крепеж топливной аппаратуры
Гайка крепления шестерни привода топливного насоса
195 ± 5 (19,5 ± 0,5)
Болты крепления топливного насоса высокого давления
50 — 55 (5,0 – 5,5)
Болты крепления рампы
45 ± 2 (4,5 ± 0,2)
Болты крепления скоб форсунок в головке цилиндров
Предварительный момент затяжки: 16±1 (1,6± 0,1)
Окончательный момент: довернуть болты на 95º±2º
Гайка штуцера форсунки в головке блока цилиндров
Предварительный момент затяжки: 5 (0,5)
Окончательный момент затяжки: 55 ± 1 (5,5 ±0,1)
Гайки крепления топливопроводов к рампе и штуцеру форсунки
25+8 (2,5+0,8)
При течи топлива затянуть максимальным моментом 50 (5,0)
Болты крепления фильтра тонкой очистки топлива
22 – 25 (2,2 – 2,5)
Болты крепления блока электронного управления
8 – 10 (0,8 – 1,0)
Крепеж крышки головки цилиндров и масляного картера
Болты крепления крышки головки цилиндров
8 – 10 (0,8 – 1,0)
Болты крепления картера масляного
22 — 25 (2,2 ± 2,5) с нанесением герметика Loctite 518 на фланец
Пробка сливного отверстия масляного картера
70 ± 14 (7,0 ± 1,4)
Крепеж навесных агрегатов
Болты крепления кронштейна генератора
50 – 55 (5,0 -5,5)
Болты крепления генератора на кронштейне
50 – 55 (5,0 -5,5)
Болты крепления кронштейна компрессора кондиционера
50 – 55 (5,0 -5,5)
Болты крепления компрессора кондиционера на кронштейне
22 – 25 (2,2 – 2,5)
Болты крепления натяжных роликов
50 – 55 (5,0 -5,5)
Болты крепления пневмокомпрессора
Ø10мм: 50 — 55 (5,0 – 5,5)
Ø14мм: 140 — 160 (14 – 16)
Болты крепления насоса гидроусилителя руля
50 – 55 (5,0 -5,5)
Гайки крепления стартера
80 – 100 (8 – 10)
Болты крепления распределительной водяной трубы на головке
22 – 25 (2,2 – 2,5)
Болты крепления сервисного модуля
22 – 25 (2,2 – 2,5)
Болты корпуса привода вентилятора
Ø 8мм: 22 — 25 (2,2 – 2,5)
Ø10мм: 50 — 55 (5,0 – 5,5)
Болты крепления предпускового электроподогревателя воздуха
22 – 25 (2,2 – 2,5)
Болты рымов двигателя
140 – 160 (14 – 16)
Крепеж выпускного тракта
Болты крепления выпускного коллектора
Предварительный момент затяжки: 20 (2,0)
Окончательный момент затяжки: 50- 55 (5,0 – 5,5)
Гайки крепления турбокомпрессора на выпускном коллекторе
50 — 55 (5,0 – 5,5)
Гайки крепления заслонки моторного тормоза
50 — 55 (5,0 – 5,5)
Как отрегулировать клапаны на МТЗ-80 и МТЗ-82
Регулировка клапанов трактора МТЗ-80 и его аналогов (МТЗ-82) — составная и важная задача при техническом обслуживании системы газораспределения дизеля и после его ремонта. Эти действия позволяют улучшить работу двигателя, сократить расход топлива, повысить мощность и КПД. Многое зависит от режима и условий эксплуатации трактора. Качественная работа дизеля отражается на его долговечности и надёжности. При интенсивной эксплуатации двигатель и его составные части получают существенную нагрузку. Она отражается на геометрии многих деталей. Клапана и прочие элементы газораспределительного механизма подвергаются термической нагрузке (сильному нагреву), механическим и динамическим перегрузкам. Вибрация, постоянное движение, перепады температуры.
Содержание работ
Весь смысл операции состоит в получении нужных зазоров между бойками коромысел и торцами стержней регулируемых клапанов. При этом следует точно подтянуть болты крепления цилиндров. Следует помнить, что регулировка клапанов трактора МТЗ-82 (и предшественника МТЗ-80) обязана выполняться в чёткие промежутки времени. Сначала, непосредственно после процедуры обкатки, а потом последующие 480 часов конкретной эксплуатации. Любая разборка цилиндров в последующее время подразумевает аналогичные действия. Явным признаком экстренной настройки может служить стук клапанов. Тогда производят внеплановую регулировку. При ухудшении качества работы двигателя, появления задымлённости медлить с проверкой клапанов не стоит!
Очерёдность работ
При наличии элементарных технических навыков, знания устройства двигателя, умения обращаться с простым слесарным инструментом, эту регулировку можно выполнить самостоятельно. Но главное — строго соблюдать очерёдность действий. Начинать регулировку надо с приготовления доступности к крышке головки блока цилиндров. Потом снимают с крышки цилиндров защитный кожух. После следует контролировать силу затяжки креплений у стоек вала коромысел. При этом поршень первого цилиндра обязан быть в положении ВМТ (верхняя мёртвая точка), а его клапаны плотно прижаты (другими словами — закрыты).
На винте для регулировки необходимо ослаблять контргайку нужного клапана, а после, вкручивая или выкручивая винт, выставляют требуемый по щупу зазор между бойком и торцом. Щуп — это мерка, шаблон с определённым значением величины. Ведь измерить зазор другим, примитивным способом в данных условиях нереально. Выполнив регулировку зазора, надо очень крепко закрутить контргайку и сделать контрольную проверку щупом величины зазора. При этом необходимо прокручивать штангу.
Разумеется, клапаны надо подвергать регулировке в строгой очерёдности по формуле работы цилиндров в двигателе. Первый, третий, четвёртый, второй. Это делают при помощи вращения коленчатого вала на половину оборота, причём по часовой стрелке!
Дополнительные наставления
Запрещается закручивать гайки быстро, туго и резкими движениями. Это делается спокойно и равномерно, в несколько заходов
Важно давать возможность и свободу для перемещения закручиваемых элементов. Так проще правильно выставить их положение
Закручивать крепёж важно на тёплом двигателе. Существует схема очерёдности затяжки болтов головки блока цилиндров. Её можно посмотреть в руководстве по регулировке газораспределительного механизма. Эта схема позволяет произвести затяжку качественно, обеспечив идеальную герметичность двигателю.
Приведённый выше пример описывает самый простой способ регулировки клапанов двигателя. Существуют и альтернативные методы. Например, двукратный метод. Вам понадобится помощник, так как будет необходимо нажимать педаль сцепления и проворачивать маховик, сверяя положение меток, сделанных специально для этой цели.
Помните главное — техника любит уход, заботу, интеллектуальный подход и бережное отношение!
agromania.com.ua
Двигатель Д-245
С целью обеспечения лучшего уровня приемистости применяется турбинный компрессор с возможностью корректировки потока воздуха. Благодаря этому обеспечиваются повышенный уровень крутящего момента даже при минимальном количестве оборотов коленвала. При этом подобный двигатель с турбиной выводит отработанные газы, которые соответствуют европейским стандартам Евро 3. Но вся серия подобных моторов предназначена для использования только в условиях температуры окружающей среды, находящейся в пределах -45 – +45 градусов. Главным местом использования этих агрегатов является их установка в дорожную, строительную, а также колесную технику.
Регулировка затяжки головки блока цилиндров
Порядок затяжки болтов ГБЦ определяет последовательность и силу, с которой проводится закручивание в резьбовых соединениях болтов маховика
Важно помнить, что момент затяжки ГБЦ должен находиться в пределах 190-210 Нм. При этом гайки шпилек и болты требуется затягивать до отказа
Процесс регулировки выполняется следующим образом:
- Сначала нужно провернуть коленвал посредством коренных подшипников, а также шатунов пока не перекроются клапаны первого цилиндра. В этот момент впускной в первом цилиндре только открывается, а вот выпускной закрывается. После этого выполняется регулировка зазоров в 4, 6, 7 и 8 клапанах (отсчет ведется со стороны вентилятора).
- После этого проворачивается коленвал на 1 оборот так, чтобы перекрылся 4 цилиндр. В этот момент проводится регулировка 1, 2, 3, а также 5 клапанов.
По завершении этого процесса по указанной схеме требуется поставить в первоначальное положение ось коромысел, после чего провести регулировку зазоров клапанов Д-245, присутствующих между ними и коромыслами.
Регулировка клапанов Д-245
Отдельно стоит рассмотреть порядок регулировки клапанов Д-245. До того, как приступать к этому процессу рекомендуется изучить особенности этого узла. Так, распредвал имеет сразу 5 опор, а в движение приводится за счет коленвала, а также шестерней распределения. Специальные 5 втулок применяются в виде подшипников, установленных методом прессовки. При этом фронтальная сделана из алюминия и находится в области вентилятора и оборудована упорным буртом, который отвечает за фиксацию распредвала и предотвращает его осевые сдвиги. Все остальные втулки выполнены из чугуна.
С целью корректной регулировки клапанов требуется принимать во внимание, что для создания штанг толкателей применяется стальной прут. У него имеется сферическая часть, входящая непосредственно в толкатель
Сам процесс регулировки происходит следующим образом:
Сначала требуется открутить все гайки, которые фиксируют стойки осей, после чего их самих вместе с пружинами и коромыслами необходимо снять.
Дальше проводится отвинчивание крепления головки с последующим её демонтажем. Сами клапаны рассухариваются, когда проводится удаление пружин, шайбы, различных уплотнителей, а также тарелки.
Теперь выполняется притирка клапанов, используя для этого специальные станки либо же стенды. Для этого сначала на фаску запчастей наносят притирочную пасту и дополнительно добавляют стеариновую кислоту.
Процесс регулировки клапанов (он же притирка) выполняется до того момента, пока не появится сплошная матовая окантовка. При этом её ширина должна составлять не меньше 0,015 см
Важно не допускать разрыва поясков, а любые отклонения по ширине допускаются в пределах 0,5 мм.
Читать дальше: Замена ремня генератора тойота королла 2008 По завершении регулировки следует промыть головку цилиндра и сами клапаны. Дальше рабочие элементы смазываются маслом для силовой установки. Процесс притирки возможно провести вручную за счет применения обычных слесарных инструментов. Но в этом случае время, а также трудозатраты на эту операцию существенно повысятся.
Двигатель Д-245 представляет собой дизельную силовую установку, часто применяемую в различной строительной, дорожной либо иной подобной технике.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
Усилие затяжки болтов головки блока цилиндров

Важным фактором является чистота выполнения операции. Перед ремонтом требуется уточнить на сколько закручиваний рассчитаны болты в конкретной модели двигателя. Некоторые автопроизводители делают элементы одноразовыми. Такое положение аргументируется риском повторного использования – болты могут попросту не выдержать второго приложения нагрузки.
Далее требуется перед установкой в обязательном порядке удалить из резьбовых каналов и самих винтов все загрязнения, смазку или пылевые остатки. В противном случае мусор может забить дно колодца, что не даст закрутить деталь полностью.
регулировка клапанов на мтз 80
От надежной и правильной работы силового агрегата зависит надежность и коэффициент полезного действия всего трактора. Любой двигатель внутреннего сгорания требует точной регулировки впускных и выпускных клапанов. На тракторе МТЗ-80 и его полноприводной версии установлен дизельный двигатель Д-240 мощностью 80 л.с. Неправильно отрегулированные клапана могут стать причиной характерного звука и нарушения теплового режима работы двигателя. Первая регулировка клапанов на тракторе МТЗ-80 производиться сразу после обкатки. В дальнейшем эту операцию необходимо производить каждые 500 часов работы или при техническом обслуживании № 2. Регулировку требуется производить также после капитального ремонта двигателя и при проявляющемся стуке клапанов. Малые зазоры могут привести к нарушению работы дизеля и появлению белого дыма. При увеличенных зазорах появляется характерный звук. Одной из причин перебоев в работе двигателя может стать лопнувшая пружина клапана. Сама операция по регулировке не требует высокой квалификации и по своему алгоритму достаточно простая. Она сводиться к созданию необходимых зазоров между байками коромысел и торцами клапанных стержней и точной подтяжке крепежных болтов цилиндров. Работа по регулировке должно производиться на прогретом двигателе. Температура двигателя должна быть не ниже 75*C.
Для проведения регулировки необходимо:
- Обеспечить допуск к клапанной крышке;
2. Снять колпак крышки; 3. Проверить надежность затяжки гаек валика коромысел. 4. Установить поршень первого цилиндра в верхнюю мертвую точку (ВМТ) которая соответствует концу такта сжатия. 5. Ослабить контргайку регулировочного винта на коромысле клапана. Установить по щупу необходимый зазор между бойком коромысла и торцом клапана, вкручивая или выкручивая винт. Щуп должен проходить с небольшим усилием, но не должен быть зажат. Для регулировки впускных и выпускных клапанов используется единый щуп 0,25 мм. 6. После выставления необходимого зазора закрутить контргайку. Еще раз проверить щупом выставление зазора поворачивая штангу толкателя вокруг своей оси. Так как на трактор МТЗ-80 установлен четырехтактный дизельный двигатель, регулировку клапанов следует производить в порядке работы цилиндров, а именно 1-3-4-2. При переходе к регулировке клапанов следующего цилиндра необходимо проворачивать коленчатый вал двигателя на 180 градусов, то есть на пол оборота, по часовой стрелке. Перед регулировкой клапанов двигателя Д-240 следует произвести затяжку шпилек головки блока цилиндров. Эту операцию следует производить в соответствии со схемой затяжки шпилек и в несколько приемов, чтобы избежать деформации и нарушения целостности шпильки и резьбы.
По окончании регулировки установить на место крышку клапанов и завести двигатель. Прогретый двигатель с правильно отрегулированными клапанами должен работать устойчиво и без посторонних звуков.
От того на сколько правильно отрегулированы клапана на двигателе трактора МТЗ, зависит срок службы двигателя, выдаваемая мощность и расход топлива. Хотя регулировку клапанов возможно произвести самому, то более правильным вариантом будет доверить такое дело профессионалам, например таким как «Трактор Сервис». Благодаря огромному опыту «Трактор Сервис» зарекомендовал себя как опытный и надежный партнер в ремонте и обслуживании тракторной техники.
Устранение неисправностей головки цилиндров
Разборка. Сожмите пружины клапана с помощью приспособления ОР-9913 (см. рис. 4). Снимите сухари, тарелки пружин, наружные и внутренние пружины клапанов, шайбы. Выньте впускные и выпускные клапаны. Риски, задиры и раковины на поверхности седел клапанов головки цилиндров не допускаются. При наличии этих дефектов обработайте фаски седел фрезами с направляющими хвостовиками в следующем порядке: -обработайте рабочую поверхность седел впускных и выпускных клапанов под углом 45°; -снимите фаску на нижней части седел клапанов под углом 75°; -снимите фаску на верхней части седел клапанов под углом 15°.
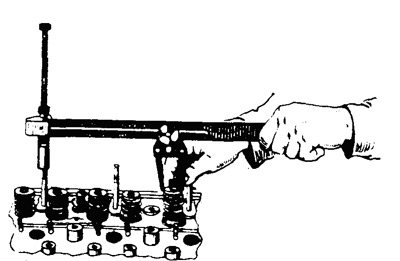
Рис. 4. Снятие и установка клапанных пружин с помощью приспособления ОР-9913.
При увеличении ширины фаски седла клапана более 2 мм уменьшите ее фрезами с углами 15 и 75°. Ширина фаски седла клапана после обработки должна быть 1,5…2 мм; при этом необходимо проверить соосность фасок с направляющими втулками с помощью приспособления КИ– 4929. Клапаны, у которых обнаружена деформация стержня, замените. Проверьте высоту цилиндри-ческого пояска тарелки клапана, которая должна быть не менее 0,5 мм. При обнаружении рисок и раковин на рабочей фаске клапана, а также при износе фаски проведите шлифование рабочей поверхности на стенде Р–108. Фаску впускного и выпускного клапанов шлифуйте под углом 45° относительно оси стержня.
Проверьте упругость пружин на приспособлении КИ–040А (см. рис. 5). Значения усилия сжатия и высоты пружины должны соответствовать данным табл. 1.
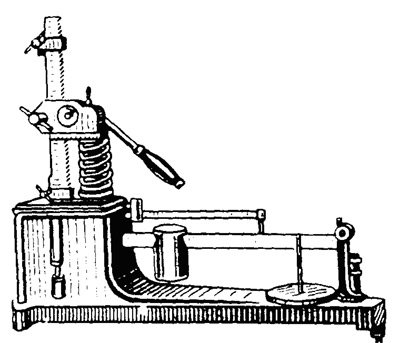
Рис. 5. Проверка успругости клапанных пружин на приспособлении.
Таблица 1: проверка упругости клапанных пружин.
| Пружина | Усиление сжатия до рабочей высоты, кгс | |
| нормальное | допустимое | |
| Наружная | 17±1,4 | 14,8 |
| Внутренняя | 8,87±0,7 | 7,4 |
| Пружина | Высота, мм | |
| в свободном состоянии | в рабочем состоянии | |
| Наружная | 64,0 | 54,0 |
| Внутренняя | 58,5 | 48,5 |
Пружины не отвечающие этим требованиям, замените. Замерьте внутренний диаметр направляющих втулок с помощью индикаторного нутромера (см. рис. 6). Если внутренний диаметр превышает 11,13 мм или имеется ослабление посадки, замените втулку (см. рис. 7). Новую втулку запрессовывайте с натягом – 0,03 мм (см. рис. 8).

Рис. 6. Замер отверстия направляющей втулки клапана.
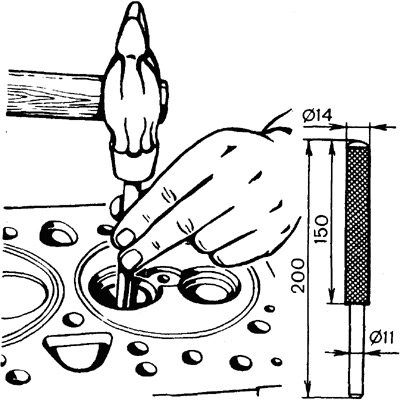
Рис. 7. Выпрессовка направляющей втулки клапана. Оправка для выпрессовки.
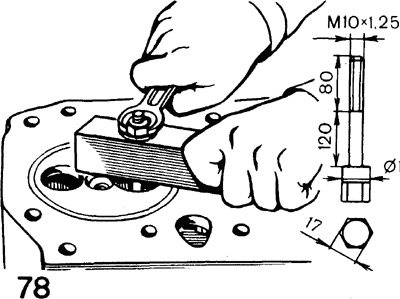
Рис. 8. Запрессовка направляющей втулки.
После ремонта клапанов и их седел проведите притирку клапанов к седлам с помощью пневматической дрели 2213 (см. рис. 9). Смажьте рабочую поверхность фаски клапана притирочной пастой (микропорошок М20 с маслом индустриальным 20 или веретенным 3). Наденьте на стержень клапана технологическую пружину, установите клапан в направляющую втулку и вращайте его, периодически приподнимая дрель. Ширина притертой матовой полоски на конической поверхности клапана и гнезда клапана должна быть 1,5…2 мм (см. рис. 10). Верхняя кромка матовой полоски на клапане должна быть расположена на расстоянии не менее 0,5 мм от цилиндрического пояска тарелки клапана.
Как самостоятельно поменять и отрегулировать трос?
Почему скрипит педаль, мы разобрались, теперь поговорим о регулировке сцепления на ВАЗ 2114.
Когда в функционировании системы есть неполадки, их надо устранить. Одной из самых частых проблем является обрыв тросика. Поэтому если произошел провал педали, то прежде чем правильно отрегулировать и подтянуть трос, его надо поменять.
Если вы столкнулись с проблемой скрипа педали, ознакомьтесь с видеороликом, в котором продемонстрирована процедура смазки устройства. Снято каналом VikiNow.
Необходимые инструменты
Для регулирования натяжения и замены тросика потребуются следующие приспособления и инструменты:
- сам трос;
- смазка Литол;
- набор гаечных рожковых ключей;
- линейка;
- пассатижи.
Как правильно заменить?
Чтобы отремонтировать трос, нужен помощник:
- Откройте капот автомобиля и отсоедините болты, фиксирующие клеммы аккумулятора.
- От самой педали надо отключить подсоединенный тросик. Используя гаечный ключ на 17, открутите гайки, фиксирующие нижнюю часть изделия. Затем извлеките его из фиксатора и выведите из вилки, установленной в моторном отсеке.
- Дальнейшие шаги проводятся в салоне авто. Отодвиньте в сторону коврик от водительского кресла. Под педалями имеется ковролин, его надо убрать. Это позволит вам найти место, где трос крепится к педали, фиксатор надо от нее отсоединить. Проблем не возникнет, так как этот элемент просто снимается с крючка.
- После чего сам трос извлекается из посадочного места. Для этого устройство надо протолкнуть от себя в сторону моторного отсека. Когда изделие выталкивается с трудом, скорее всего, его крепление закисло. Тогда смажьте фиксатор средством WD-40 и немного разработайте его, двигая в разные стороны. Если есть помощник, то пока вы разрабатываете трос, он может потянуть за него со стороны моторного отсека, это ускорит процедуру.
- После демонтажа изделия производится установка нового. Перед этим с педали сцепления извлекается втулка, которая фиксирует трос. Если ее состояние плохое, она износилась, желательно заменить втулку. Сам фиксатор перед установкой смазывается Литолом.
Как выполнить регулировку свободного хода?
После проведения ремонта тросик регулируется по высоте. Если не подвести и не настроить регулировку хода, возникнут сложности с переключением скоростей. Прежде чем натянуть и отрегулировать трос, рекомендуется выполнить контрольную поездку на машине. Она позволит разобраться, как правильно произвести подтяжку педали — поднять или опустить ее.
Схема натяжки положения:
- Если машина начинает двигаться в конце хода педали, откройте капот и найдите место крепления тросика. Здесь расположены две гайки, которые можно открутить гаечным ключом на 17. Чтобы снизить свободный ход педали, то есть опустить ее, выкручивается болт, расположенный внутри кронштейна. А наружный винт при этом надо затянуть гаечным ключом.
- Если при начале движения вы поняли, что свободный ход следует увеличить, то есть поднять педаль, то затягивается внутренний винт на металлическом фиксаторе, а внешний надо ослабить. В случае когда на гайках для регулировки свободного хода есть ржавчина, ее необходимо удалить с помощью средства WD-40. При отсутствии жидкости используется моторное масло или «тормозуха».
- Если регулировка произведена успешно, проверьте линейкой свободный ход. В случае когда действия выполнены верно, то его длина составит от 12,5 до 13,5 см. Это расстояние будет непосредственно от самой педали в салоне машины до пола.
Канал VikiNow опубликовал ролик, в котором показан процесс смены троса и дальнейшей настройки его свободного хода.
Проверка работы
Если все было сделано верно, то следует удостовериться в правильности выполненной задачи. Для этого нужно несколько раз нажать на педаль до упора, затем опять произвести замер свободного хода. После нажатий он может сбиться. Если это произошло, то отрегулируйте ход еще раз. В идеале сцепление должно схватывать посредине.
Как проконтролировать, все ли действия были выполнены верно:
- Автомобиль ВАЗ 2114 устанавливается на ровную горизонтальную поверхность.
- Активируется рычаг ручного тормоза.
- Заводится машинный двигатель, рычаг переключения переводится в положение первой передачи.
- Попробуйте тронуться, но педаль выжимать не стоит. Когда все действия при настройке произведены верно, то мотор машины заглохнет. Если же машина начала двигаться, требуется повторно регулировать механизм. В таком случае все действия, описанные выше, выполняются еще раз.
Заключение
Перед первым ремонтом двигателя рекомендуется посмотреть видео ролики и внимательно прочитать официальное руководство по эксплуатации. Там точно указана модель двигателя, установленного на вашей машине, перечислены особенности его обслуживания, приведены схема и моменты затяжки болтов и многое другое. Если точно следовать инструкции и использовать качественные инструменты (щупы, динамометрические ключи, подходящие болты) регулировка клапанов должна пройти без проблем.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.