Поршневой палец
Содержание:
Диагностика и контроль
Диагностика износа соединения пальцев с головкой шатуна и бобышками поршня ведется по стукам и шумам. Прослушивают мембранным или электронным стетоскопом стуки в зоне верхней части цилиндра (характерный звук высокого тока).
Контроль размеров пальца ведётся микрометром или скобами. Контролируется наружный диаметр в двух плоскостях, овальность и конусность. Твердость поверхности поршневых пальцев контролируется по Роквеллу, обычно выборочно на линиях завода-изготовителя. Контроль по массе для избежания неравномерности ведётся при сборке для всей поршневой группе в сборе.
Способы диагностики КШМ
Вышеуказанные методики выявления причин не являются высокоточными. Служат поводом для поездки на СТО, где может быть произведено квалифицированное диагностирование кривошипно комбинированного механизма мастерами, обладающими необходимым опытом и практикой работ. Они имеют чертеж кинематики с точными размерами, допусками и посадками. Обладают необходимым для этого оборудованием.
Предварительная на определение стуков
Поскольку ремонт кривошипно шатунного механизма относится к дорогостоящим операциям капремонта двигателя, на начальном этапе мастер СТО позиционирует стуки и шумы внутри блока цилиндров. Для этого используется стетоскоп (обычно модификация КИ-1154 производителя Экранас). Технология исследований выглядит следующим образом:
- рабочая поверхность стетоскопа прислоняется к стенкам БЦ на разных уровнях (в рабочей зоне подшипников шатунных и кривошипных);
- двигатель прогревается до температуры ОЖ 75 – 80 градусов;
- обороты увеличиваются вначале плавно, затем режим работ изменяется резко;
- стуки прослушиваются лишь при возникновении зазора больше 0,1 – 0,2 мм.
Характер стука заметен исключительно профессионалу:
- поршни о цилиндр издают звуки щелкающие, на холодном двигателе;
- звонкий звук металл о металл при резком увеличении оборотов издает поршневой палец, реже при неправильно выставленном (опережение) угле зажигания;
- коренные подшипники звучат в низкой тональности;
- звук подшипников шатунных немного резче.
Измерение суммарных зазоров в сопряжениях
Обычно техническое обслуживание кривошипно шатунного механизма осуществляется с помощью установки КИ-11140 для определения зазора в КШМ.
При этом не нужно снимать поддон картера и запускать мотор. Измеряются зазоры в головках шатуна суммарно:
- поршень диагностируемого цилиндра позиционируется в верхней «мертвой точке»;
- коленвал стопорится, устройство фиксируется на месте форсунки;
- шток упирается с натягом в дно поршня, зажимается винтом;
- установка компрессора подсоединяется к штуцеру, создается вакуум -0,06 МПа и давление такой же величины;
- после 2 – 3 циклов подачи указанного давления и вакуума стабилизируются показания индикатора;
- затем индикатор настраивается на отметку «0» в надпоршневом пространстве при давлении;
- после чего, в него подается отрицательное давление.
Определение объема газа, прорывающегося в картер
Не пригодна к эксплуатации существующая сборка кривошипно шатунного механизма авто, если проверка прорывающихся газов выявила большее его количество в картере. Измерения производятся прибором КИ-4887-И следующим способом:
- газорасходомер подключается в полость картера и к глушителю или вакуумной установке;
- двигатель включается в режим «под нагрузкой»;
- прорывающиеся газы изменяют показания прибора на величину их объема, проходящего в единицу времени.
При значительном износе ДВС расход может превышать 120 л/мин, требуются дополнительные регулировки расходомера. После отсоединения системы вентилирования картера все дополнительные отверстия необходимо закрыть заглушками/пробками.
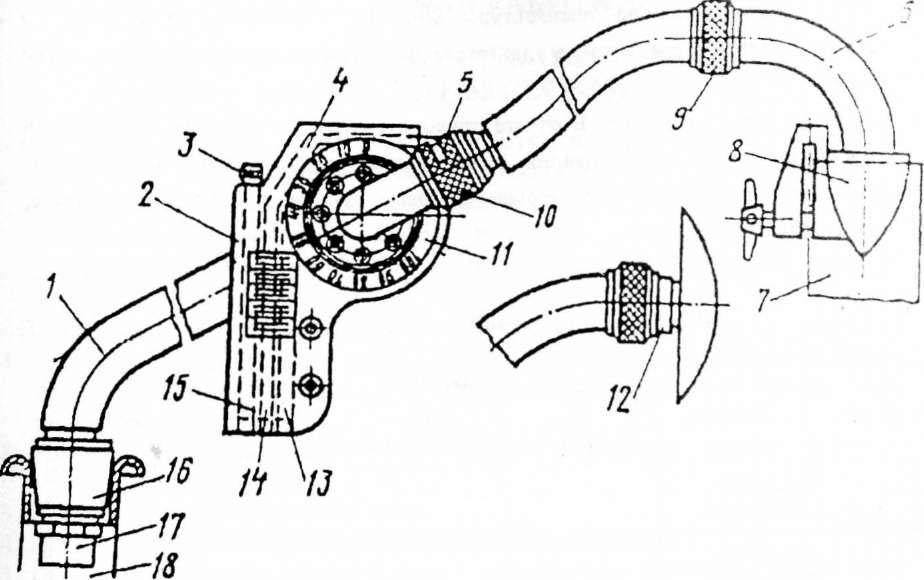 Схема подключения газового расходомера КИ-4887-11
Схема подключения газового расходомера КИ-4887-11
Измерение давления масла
Эксплуатируемая сборка кривошипно шатунного механизма считается пригодной к использованию, если проверка давления масла удовлетворяет норме. Измерения проводятся прибором КИ-5472, состоящим из рукава и манометра:
- штатный манометр скручивается с маслофильтра;
- на его место крепится прибор;
- двигатель прогревается до 70 – 80 градусов;
- фиксируется значение магистрального давления при оборотах холостого хода.
Предельно простое общее устройство системы смазки и прибора КИ позволяет снизить время диагностики.
Для ДВС карбюраторного типа считается нормальной компрессия в пределах 0,7 МПа. Поэтому в некоторых случаях диагност СТО измеряет компрессию прогретого двигателя. При этом разница показаний цилиндров не может превышать 0,1 МПа.
Крепление — поршневой палец
|
Типы поршневых пальцев.| Крепление поршневого пальца в поршневой головке шатуна.| Плавающий поршневой палец. |
Крепление поршневого пальца в поршневой головке шатуна ( двигатели Остин, Даймлер и др.) позволяет увеличить длину бобышек поршня и уменьшить длину поршневой головки шатуна, что уменьшает расчетную длину и прогиб поршневого пальца и несколько снижает его износ.
|
Плавающий поршневой палец. |
Крепление поршневого пальца в поршневой головке шатуна позволяет уменьшить ее длину и увеличить длину бобышек поршня, что уменьшает расчетную длину и прогиб / поршневого пальца и несколько снижает его износ.
Конструкция верхней головки шатуна зависит от способа крепления поршневого пальца. При закреплении пальца в шатуне верхние головки имеют косой или прямой разрез, стягиваемый болтом. При плавающем пальце верхняя головка имеет запрессованную в нее бронзовую втулку с толщиной стенок 0 5 — 2 5 мм.
|
Общее устройство компрессора КХ-1010. |
Поршневой палец прикреплен к верхней головке шатуна ( рис. 39) при помощи стопора, который частично входит в отверстие верхней головки. Такое крепление поршневого пальца обеспечивает надежное соединение и бесшумность работы.
|
Материал и твердость шатунов. |
Во всех рассматриваемых двигателях шатуны штампованы из углеродистой или легированной стали и термически обработаны. Конструкция верхней головки шатуна обусловливается способом крепления поршневого пальца. При плавающем типе в верхнюю головку запрессовывается бронзовая втулка. При креплении пальца в верхней головке шатуна последняя имеет стяжной болт. Первый тип шатунов имеют все рассматриваемые двигатели, второй — двигатели ЗИС-5М.
|
Крепление поршневого пальца в поршневой головке шатуна ( второй вариант.| Фиксация поршневого пальца при помощи стопорного кольца. |
В настоящее время наибольшее распространение получили плавающие поршневые пальцы, которые во время работы двигателя могут проворачиваться как в бобышках поршня, так и в поршневой головке шатуна. Это обеспечивает уменьшение износа плавающего пальца и его опорных поверхностей, поскольку относительная скорость трущихся поверхностей примерно вдвое меньше, чем при других креплениях поршневого пальца.
В настоящее время наибольшее распространение получили плавающие поршневые пальцы, которые во время работы могут проворачиваться как в бобышках поршня, так и в верхней головке шатуна. Это обеспечивает уменьшение износа плавающего пальца к его опорных поверхностей, поскольку относительная скорость трущихся поверхностей примерно вдвое меньше, чем при других креплениях поршневого пальца.
Поршни ( рис. 186) отливают из чугуна или алюминиевых сплавов. В поршне различают днище 5, воспринимающее давление воздуха, головку 2 с канавками 4 для поршневых колец 3, бобышки 1 с отверстиями для крепления поршневого пальца 9, нижнюю часть 8, которая служит для направления движения поршня и передачи бокового давления на стенки цилиндров.
В поршне тронкового двигателя направляющей частью является его цилиндрическая часть ( юбка), или тронк. Поршни тронкового двигателя разделяют на цельные ( рис. 71, а, б) и составные ( рис. 71, в) — с отъемной головкой поршня и вставкой для крепления поршневого пальца. Тронковые поршни изготовляют как с принудительным охлаждением, так и без него. Обычно охлаждение масляное, иногда встречается водяное охлаждение. Принудительное охлаждение применяют для поршней при мощности цилиндров 74 кВт и более, а также для поршней быстроходных двигателей с повышенным тепловым напряжением.
По данным фирмы Studebaker, закрепление пальца в верхней головке шатуна обеспечивает более спокойную работу, чем плавающий палец или крепление пальца в бобышках поршня. При такой установке поршневого пальца вследствие большего расстояния между его опорами значительно уменьшается боковой наклон ( опрокидывание) поршня при наличии зазоров в подшипниках поршневого пальца. Крепление поршневого пальца осуществляется с помощью клиновидного болта при сплошной верхней головке шатуна. Такая конструкция обеспечивает более надежное крепление, чем распространенный способ крепления с помощью цилиндрического болта при разрезной верхней головке шатуна.
Материал для изготовления поршневых пальцев
Для изготовления поршневых пальцев применяют в основном сталь 45ХА. После отливки деталь закаливают на 1-1.5 мм глубины. Твердость поверхности должна быть соответствовать определенным нормам. В моторах повышенной мощности применяют для изготовления пальцев применяют более прочные сорта легированной стали.
Установка поршневого пальца
Установка фиксированного поршневого пальца
Для установки фиксированного пальца шатун необходимо нагреть в муфельной электрической печи до температуры 240? С. (При отсутствии муфельной печи шатун часто нагревают на простой электрической плитке). Шатун быстро охлаждается, а палец необходимо в осевом направлении устанавливать очень точно, поэтому делайте это только с применением специального приспособления. Необходимо помнить, что для каждого диаметра поршня существует своё приспособление, хотя все они похожи друг на друга, некоторые размеры приспособлений отличаются, но на глаз это не видно.
Установите палец на приспособление
Принимая все меры предосторожности, извлеките нагретый шатун из муфельной печи шатун и быстро закрепите его в тисках. При помощи специального приспособления вставьте палец в поршень и шатун, строго выполняя указания Руководства по ремонту
Делать всё необходимо быстро, поскольку шатун очень быстро остывает. А после того как шатун остынет, изменить положение пальца не получится.
- Рукоятка приспособления
- Центрирующий фланец пальца
- Устанавливаемый палец
- Направляющая втулка
- Колпачковая гайка
Специальное приспособление для установки поршневого пальца автомобиля ВАЗ.
Установка плавающего поршневого пальца
Для обеспечения необходимого зазора (натяга) в соединении с пальцем, поршни в зависимости от диаметра отверстия под поршневой палец и пальцы в зависимости от наружного диаметра обычно делятся на несколько размерных групп (классов). Группа поршня и пальца обычно отмечаются цветной меткой на внутренней стороне днища или на бобышке поршня. На поршневом пальце цветовая метка обычно наносится на торцевую поверхность.
Если поршневой палец устанавливается в отверстие поршня с натягом. Сначала проверяется зазор в соединении поршневого пальца и шатуна. При комнатной температуре (20? С) смазанный моторным маслом палец должен входить во втулку верхней головки шатуны под усилием большого пальца.
Проверив цветовые метки на поршне и пальце, нагреваем поршень в ванне с горячей водой, в которой поддерживается температура 60? ? 85? С. Смазанный моторным маслом палец должен легко входить в отверстие поршня. После остывания палец должен быть неподвижным или вращаться с усилием в бобышке поршня, но легко вращаться во втулке верхней головки шатуна.
Некоторые производители рекомендуют снимать и устанавливать поршневой палец при помощи специального приспособления.
Иногда поршневой палец устанавливается с установленным зазором и во втулку верхней головки шатуна и в отверстия бобышек поршня. В этом случае нагревать поршень нет необходимости, и палец легко вращается при комнатной температуре и в верхней головке шатуна и в бобышках поршня.
Всегда применяйте только новые стопорные кольца поршневого пальца и устанавливайте стопорные кольца в строгом соответствии с руководством по ремонту. Направление зазоров стопорных колец, чаще всего, должны быть направлены в сторону нижней части поршня.
Ремонтный комплект, состоящий из поршня, подобранного к поршню поршневого пальца и плоских стопорных колец.
Ремонтный комплект, состоящий из поршней, поршневых пальцев, поршневых колец и круглых стопорных колец.
Плоские стопорные кольца поршневого пальца
Плавающий поршневой палец с комплектом круглых стопорных колец
В любом случае перед установкой поршневого пальца внимательно ознакомьтесь с руководством по ремонту ремонтируемого автомобиля.
Смазка поршневого пальца
Работающий под большой механической и термической нагрузкой поршневой палец должен получать необходимую смазку. Плавающий поршневой палец в соединении с поршневой головкой шатуна смазывается через отверстие в головке шатуна и бронзовой втулке. Масло в это отверстие поступает из внутренней полости поршня, куда оно вбрызгивается масляной форсункой или поступает через отверстия в поршне от маслосъёмных колец.
Почему поршневой палец трудно облегчить?
Первостепенная задача конструкторов современных двигателей – увеличение мощности и, одновременно, снижение веса мотора. Для того, чтобы уменьшить вес всего агрегата, приходится облегчать детали любыми доступными способами.
Облегчить поршневой палец непросто, так как эта деталь постоянно испытывает серьезные нагрузки. Легкие и прочные сплавы, которые можно использовать для производства поршневых пальцев, стоят дорого, и себестоимость изделия существенно увеличивается. В итоге, в большинстве современных двигателей применяются пальцы из легированной стали, такие же, как сто лет назад.
Как сделать поршень в Майнкрафте?
Доски
Начнем с самого простого, распространенного и немало важного ресурса. Для того чтобы вы беспрепятственно могли сделать поршень, необходимо добыть достаточно досок
Это то, без чего не удастся сделать тот предмет, которому посвящена эта статья. Но, так как доска в вышеозначенной игре ресурс обязательный, который необходим, в основном, в строительстве, проблем быть не должно. При любых манипуляциях с любыми видами дерева, которые одинаковы в своих свойствах, а отличаются только цветом, вы получаете 4 доски за одну единицу. Для создания поршня лучше всего использовать дубовые доски.
Нужно стараться всегда иметь при себе данный ресурс, ведь из него можно сделать деревянные палки, которые необходимы для создания разных предметов в игре Майнкрафте. После появления у вас более, чем достаточного количества данного материала, можно приступить к добыче других, составляющих поршень, ресурсов.
Железо и булыжник
Второй по важности предмет, который помог бы вам скрафтить поршень в Minecraft — это производная камня – булыжник. Также является очень ценным ресурсом
Наверняка, уже понятно, как его добыть: воздействием киркой на любой блок из камня. Однако иногда булыжник может получиться с помощью лавы и воды.
Еще один ресурс, который понадобится для того, чтобы создать поршень – железо. Его нечасто можно получить благодаря природе, т.е. просто найти в чистом виде в пещере, например. Но чаще оно добывается при работе с блоками из железа.
Если для создания поршня вам не хватает только этого ресурса или и вы голову поломали над тем, где его взять – ответ здесь. Вам понадобится не руда, а именно слиток из железа, и чтобы его получить, придется недолгое время потрудиться с железными блоками или убить железного голема. С одного такого персонажа обычно удается добыть 3 до 5 слитков. Стоит отметить, что данный ресурс можно так же получить путем обжига железной руды. Имея эти уже три необходимых компонента для создания поршня, можно приступать к поиску самого труднодоступного ресурса.
Красная пыль
В Майнкрафте так заведено, что для работы практически каждой системы нужен один очень важный ингредиент — красная пыль. Это энергетический ресурс, который обеспечивает функционирование всех игровых механизмов. Нужно будет хорошенько подумать и потрудиться, чтобы найти этот материал, так как без него вы не сможете осуществить никаких манипуляций относительно поршня, и, соответственно, действовать он просто-напросто не будет.
Что же такое красная пыль? Это такой материал, который получается при взаимодействии руды и красных блоков. Это значит, что работая с красной рудой, есть возможность добыть этот энергетический ресурс. Еще один вариант добычи красной пыли – покупка у торговцев или общение с ведьмами.
Если говорить о том, сколько нужно ресурсов в количестве перед тем, как создать поршень в Minecraft, то тут все просто. Из-за трудности добычи красной пыли, ее потребуется всего одна единица, так же как и железных слитков. Так как доски в игре вещь нередкая, то их понадобится 3 штуки. А больше всего потребуется булыжников – целых 4 единицы. Если есть желание попробовать сделать липкий поршень, то придется достать еще немного слизи.
Поздравляем! Теперь, имея достаточно знаний, касающихся поршня, пользователям доступно использовать его по своему усмотрению. Будет очень хорошо, если данная информация поможет вам в будущем умело обращаться со всеми ресурсами, системами и механизмами игры. Будем рады оценке статьи или комментарию! Спасибо за прочтение, удачи!
Поршень
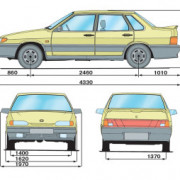
Отлит из алюминиевого сплава. Для улучшения прирабатываемости наружная поверхность поршня (рис. 5) покрыта слоем олова. Для компенсации неравномерного теплового расширения юбка поршня имеет сложную форму. Поршень имеет коническую форму: в верхней части меньший диаметр, чем в нижней. Поэтому измерять диаметр поршня необходимо только в плоскости, перпендикулярной поршневому пальцу и на расстоянии 52,4 мм от днища поршня.
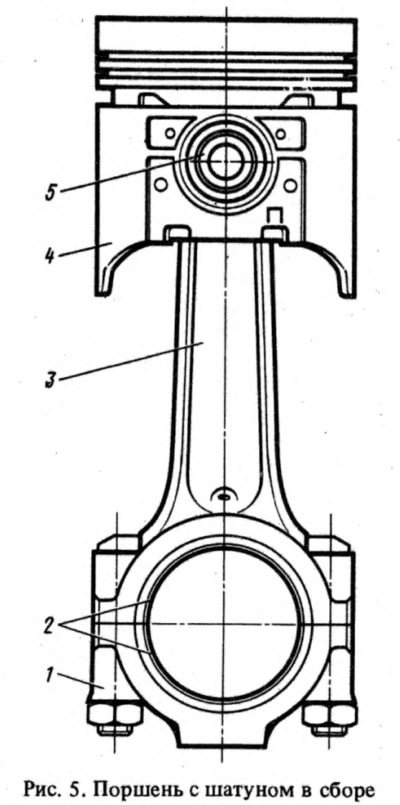
Отверстие под поршневой палец смещено от оси симметрии на 2 мм в правую сторону двигателя. Поэтому для правильной установки поршня в цилиндр около отверстия под поршневой палец имеется показанная на рисунке метка «П», которая должна быть обращена в сторону передней части двигателя.
По наружному диаметру поршни разбиты на пять классов через 0,01 мм, а по диаметру отверстия под поршневой палец — на три категории через 0,004 мм. Класс поршня (буква) и категория отверстия под поршневой палец (цифра) указаны на днище поршня.
В запасные части поставляются поршни классов А, С, Е, Этих классов достаточно для подбора поршня к любому цилиндру, так как поршни и цилиндры разбиты на классы с некоторым перекрытием размеров. Например, к цилиндрам классов В и D может подойти поршень класса С. Кроме того, при ремонте двигателей поршни обычно заменяются у изношенных цилиндров, поэтому к незначительно изношенному цилиндру, имевшему класс В, может подойти поршень класса С. Главное при подборе поршня — обеспечение необходимого монтажного зазора между поршнем и цилиндром.
С 1986 г. поршни ремонтных размеров для всех моделей двигателей изготавливаются с увеличенным на 0,4 и 0,8 мм наружным диаметром. До 1986 г. выпускались поршни следующих ремонтных размеров: для двигателей 2101 — с увеличением на 0,2; 0,4 и 0,6 мм; для 21011 — с увеличением на 0,4 и 0,7 мм.
Поршни двигателей 2101 и 21011 легко отличить друг от друга по внешнему виду. Помимо того, что у них разные диаметры, поршни 2101 имеют гладкое днище, а у поршней 21011 на днище имеется цилиндрическая выемка диаметром 55 мм и глубиной 1,9 мм.
Leo-Mason › Блог › Поршневой палец
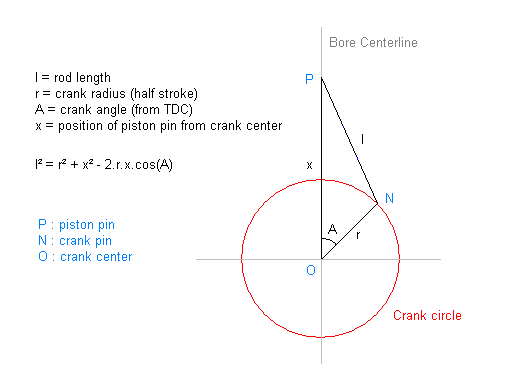
По условиям кинематической схемы кривошипно-шатунного механизма, преобразующего возвратно-поступательное движение поршня во вращательное движение, необходимо чтобы обе головки шатуна были подсоединены шарнирно. Поршневой палец является осью качания шатуна в соединении с поршнем. Через поршневой палец передаются все силы, возникающие между поршнем и шатуном. К этим силам относятся сила инерции, возникающая при изменении направления движения поршня, сила давления сжимаемой в цилиндре двигателя воздушно топливной смеси или воздуха в дизельном двигателе при сжатии и, главное, сила давления расширяющихся газов во время рабочего такта.
Поршневой палец относится к деталям двигателя, совершающим возвратно-поступательное движение во время работы. Конструкторы двигателей всеми способами стремятся уменьшить вес таких деталей. Но, как отмечалось ранее, через поршневой палец передаются очень большие силы. Поэтому размер (диаметр) пальца, конструкция, технология и материал изготовления пальца, с учётом себестоимости массового изготовления, это результат принятия сложного компромиссного инженерного решения.
Во время работы двигателя на поршневой палец действуют изгибающие усилия и усилия среза. Под воздействием этих усилий поршневой палец может принять недопустимую овальность, в результате которой возможно заклинивание поршня в поршневой головке шатуна или в бобышках поршня. Овальность поршневого пальца может привести к появлению трещин в бобышках поршня и последующему разрушению поршня. Внутреннее отверстие пальца массовых двигателей цилиндрической формы, поскольку такой палец имеет самую низкую себестоимость изготовления. В двигателях, в которых стоимость изготовления не играет решающего значения, по сравнению с качественными показателями, для облегчения веса пальца, внутреннее отверстие изготавливается в виде двух конусов, сужающихся к середине пальца. На эпюре нагрузки, приложенной к поршневому пальцу, видно, что, усилие, приложенное к центру поршневого пальца, значительно меньше усилия, приложенного к его концам. На современных автомобильных двигателях наибольшее распространение нашли плавающие пальцы. Фиксированным называется поршневой палец, который не вращается в одном из соединяемых элементов за счёт установки с тугой посадкой или в верхней головке шатуна или в отверстиях бобышек поршня. Тугая посадка поршневого пальца в одном из элементов обеспечивает осевую фиксацию пальца. В старых автомобильных и стационарных двигателях палец в верхней головке шатуна вообще крепился при помощи разрезной втулки и стяжного болта, но в настоящее время в автомобильных двигателях такой способ крепления поршневого пальца не применяется. Чаще фиксированное соединение обеспечивается в верхней головке шатуна. При этом вращение пальца осуществляется в отверстиях бобышек поршня. поршневого пальца обеспечивается за счёт установки пальца в верхней (поршневой) головке шатуна с натягом 0,01 ÷ 0,042 мм. При этом в соединении пальца с бобышками поршня, для обеспечения шарнирного соединения, устанавливается необходимый зазор. Это наиболее дешёвый способ фиксации пальца в массовом производстве. В этом случае во время ремонта двигателя при сборке шатунно-поршневой группы возникает необходимость нагрева шатуна до достаточно высокой температуры. В двигателях с фиксированным поршневым пальцем бронзовая втулка в поршневую головку шатуна не устанавливается. Плавающим называется палец, установленный с необходимым зазором, и в верхней головке шатуна, и в бобышках поршня. В этом случае осевая фиксация поршневого пальца осуществляется за счёт стопорных колец, устанавливаемых в специальные проточки в бобышках поршня. Во время работы плавающий палец вращается и в головке шатуна и в бобышках поршня. При таком соединении необходимо обеспечить рекомендованный зазор как между пальцем и бобышками поршня, так и между пальцем и втулкой поршневой головки шатуна. В двигателе с плавающим поршневым пальцем для уменьшения трения в поршневую головку шатуна устанавливается бронзовая втулка. Из-за различного температурного коэффициента расширения материалов, из которых изготовлены шатун, поршневой палец и поршень эти зазоры различны. При комнатной температуре во втулку верхней головки шатуна палец должен входить плотно без люфта и качания. А в бобышки поршня, в холодном состоянии, поршень должен входить с небольшим натягом. Поэтому перед снятием или установкой плавающего пальца поршень необходимо нагреть в воде до температуры 60º ÷ 85º С.
Причины прыгающего пальца на руке
Щелкающий палец — это патология, которая в запущенной форме приводит к обездвиживанию пораженного участка. Болезнь чаще всего поражает кисти таких категорий людей:
- женщины старше 50 лет;
- музыканты;
- швеи;
- операторы компьютерного набора;
- беременные женщины;
- дети до 1 года, имеющие отклонения в формировании кости;
- пациенты, страдающие от подагры, артрита, ревматизма или диабета.
Вследствие чрезмерных нагрузок на кисти рук происходит воспаление сухожилий. От этого суставный просвет сужается, а количество выделяемой синовиальной жидкости уменьшается. Это вещество является природной смазкой, которая предотвращает чрезмерное трение костей и связок. Если вовремя не начать лечение, палец заклинивает в одном положении.
Материалы, технология производства и термообработка
Материалами поршневых пальцев малоуглеродистые и легированные стали (12Х2Н4А, 12ХНЗА, 15ХМА и др.). Заготовки получают прокатом, далее осуществляется черновая механическая обработка. Далее они проходят поверхностную цементацию и закалку (как правило ТВЧ), достигается твердость поверхности 55…65 HRC, сердцевина существенно мягче. Закаленные пальцы шлифуют на круглошлифовальных или бесцентровошлифовальных станках и полируют. Сборка соединений с натягом связана с большими усилиями.
Применяют следующие методы сборки и разборки:
| Внешние изображения |
|---|
С созданием усилия:
- ударный метод (в настоящее время считается кустарным, вызывает задиры и деформации втулки шатуна);
- винтовыми приспособлениями;
- гидравлическим прессом с оправками.
За счёт температурного расширения металла:
- нагревом шатуна до 60…85 °C;
- охлаждение пальца жидким азотом.
Зачем нужен зазор в замке поршневых колец?
Первоначально давайте определимся, о чем идет речь. Внешний вид поршневого кольца показан на фото ниже:

Конструктивно у ДВС внутри цилиндра перемещается поршень. Именно он воспринимает избыточное давление, возникающее при сгорании топлива, и передает его на коленвал. В этом обманчиво простом описании заложены, как минимум, несколько особенностей:
- между стенкой цилиндра и движущимся поршнем надо выдержать зазор, позволяющий полностью использовать величину возникающего избыточного давления в камере сгорания;
- при этом необходимо обеспечить их минимальный контакт для снижения износа деталей;
- масло, используемое для смазки, должно создавать нормальные условия работы отдельных деталей, и в то же время надо исключить его попадание в камеру сгорания;
- необходимо обеспечить отвод тепла от поршня на стенки блока цилиндров.
Вот все эти задачи и решают поршневые кольца. Условия, в которых им приходится работать, очень сложные – значительный нагрев и механические нагрузки. Для компенсации воздействия температуры и предусматривается зазор поршневых колец.
Установка поршневого пальца
Установка фиксированного поршневого пальца
Для установки фиксированного пальца шатун необходимо нагреть в муфельной электрической печи до температуры 240? С. (При отсутствии муфельной печи шатун часто нагревают на простой электрической плитке). Шатун быстро охлаждается, а палец необходимо в осевом направлении устанавливать очень точно, поэтому делайте это только с применением специального приспособления. Необходимо помнить, что для каждого диаметра поршня существует своё приспособление, хотя все они похожи друг на друга, некоторые размеры приспособлений отличаются, но на глаз это не видно. Установите палец на приспособление
Принимая все меры предосторожности, извлеките нагретый шатун из муфельной печи шатун и быстро закрепите его в тисках. При помощи специального приспособления вставьте палец в поршень и шатун, строго выполняя указания Руководства по ремонту
Делать всё необходимо быстро, поскольку шатун очень быстро остывает. А после того как шатун остынет, изменить положение пальца не получится.
- Рукоятка приспособления
- Центрирующий фланец пальца
- Устанавливаемый палец
- Направляющая втулка
- Колпачковая гайка