Bmw 5 series husky бортжурнал ставим гбц и рапредвалы инструкция как делать не нужно
Содержание:
Технические условия на контроль, сортировку и восстановление распределительных валов
Контроль размеров кулачков и опорных шеек распределительного вала осуществляется с помощью приспособления, показанного на рис. 50, а размеры кулачков указаны в табл. 28.
Технологические условия на контроль, сортировку и восстановление распределительных валов представлены в табл. 29.
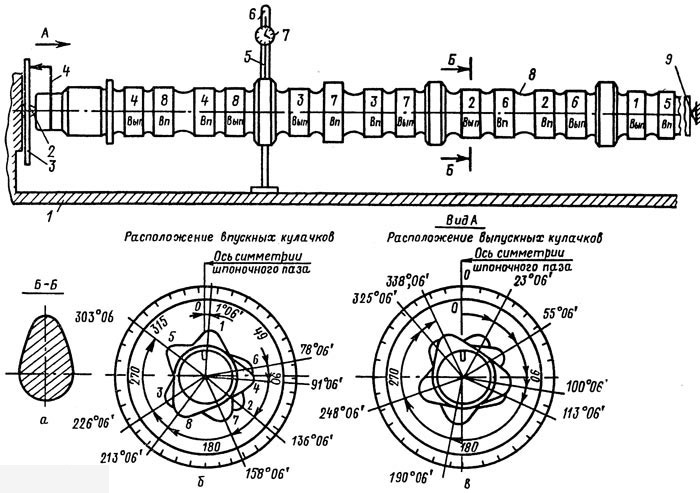
Рис. 50. Приспособление для контроля профиля кулачков и опорных шеек распределительного вала:
а — профиль кулачка, б — расположение впускных кулачков; в — расположение выпускных кулачков; Вп — впускной кулачок; Вып — выпускной кулачок; 1 — основание приспособления; 2,9 — центры; 3 — диск с градуировкой, град; 4 — указательная стрелка, закрепленная на шейке распределительного вала; 5 — ножка индикатора; 6 — стойка индикатора; 7 — индикатор, 8 — распределительны вал
Последовательность контроля распределительного вала следующая:
- проверить вал на отсутствие трещин и отколов кулачков;
- радиальное биение средних опорных шеек относительно передней и задней опорных шеек; проверить износ шейки под шестерни;
- кулачков по высоте;
- цилиндрической части кулачков;
- передней и средней шеек;
- задней шейки.
28. Размеры кулачков распределительного вала КамАЗ-740
| Выпускных | Впускных | ||||||||||
| а° | Л мм | а° | h, мм | а° | h, мм | а° | Л, мм | Л, мм | а° | а° | Л, мм |
| 99 | 0,000 | 128 | 0,656 | 150 | 5,142 | 94 | 0,000 | 126 | 0,967 | 152 | 5,901 |
| 104 | 0,019 | 132 | 1,235 | 156 | 6,163 | 100 | 0,027 | 130 | 1,663 | 160 | 6,939 |
| 110 | 0,088 | 138 | 2,562 | 164 | 7,200 | 108 | 0,138 | 134 | 2,520 | 170 | 7,769 |
| 114 | 0,156 | 140 | 3,034 | 174 | 7,929 | 116 | 0,300 | 140 | 3,788 | 176 | 8,005 |
| 118 | 0,236 | 148 | 4,759 | 180 | 8,050 | 120 | 0,419 | 146 | 4,922 | 180 | 8,050 |
Примечание: а — угол поворота кулачка; h — высота подъема профиля кулачка.
Сделать заключение о годности распределительного вала и о способе восстановления распределительного вала.
Деталь № 740.1006015.
Материал: сталь 18ХГТ
Твердость опорных шеек, кулачков и торца распределительного вала: HRC 58—63
29. Технические условия на контроль, сортировку и восстановление распределительного вала
| Возможные дефекты | Способ установления дефекта и средства контроля | Размер, мм | Рекомендации по устранению дефектов | ||
| по рабочему чертежу | допустимый без ремонта | ||||
| Трещины | Дефектоскоп | — | — | Браковать | |
| 1 | Отколы по торцам вершин кулачков | Штангенциркуль 1-125-0,10 | — | — | Зачистить острие кромки, браковать при отколах более 3 мм |
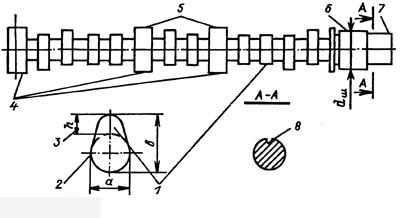
| 2 | Уменьшение цилиндрической части кулачков | Скоба 36,00 | в=8,05±0,1 а=37±0,05 | в=7,9 а=36,00 | Шлифовать по копиру, браковать при уменьшении размера в менее 44,5 мм |
| 3 | Износ впускных и выпускных кулачков по высоте (в—а) | ||||
| 4 | Износ передней и средней опорных шеек. | Скоба CP 50-75 | 54 | 53,89 | Шлифовать под ремонтный размер |
| Размеры: | |||||
| I ремонтный | 53,69 | 53 | 53,89 | ||
| II ремонтный | 53,49 | 53,6 | 53,49 | ||
| 5 | Погнутость распределительного вала | Приспособление для контроля погнутости вала | Биение средних шеек не более 0,025 | 0,04 | Править |
| 6 | Износ задней опорной шейки. | Скоба CP 25-50 | 42 | 41,93 | Шлифовать под ремонтный размер |
| Размеры: | |||||
| I ремонтный | 41,73 | 41,8 | 41,73 | ||
| II ремонтный | 41,53 | 41,6 | 41.73 | ||
| 7 | Износ шейки под шестерню | Скоба 35.01 | 35 | 35,01 | Осталивать |
| 8 | Износ шпоночного паза | Калибр 5 | 5 | 5 | Фрезеровать новый паз под углом 180° к изношенному |
Технологический процесс восстановления распределительных валов
Технологический процесс восстановления распределительных валов включает следующие операции: мойку распределительного вала, снятие шестерни, правку и проверку биения распределительного вала, шлифовку шеек вала под ремонтный размер, контроль размеров шеек, шлифовку кулачков цилиндров, контроль профиля кулачков, изготовление паза под шпонку, установку шестерен, сдачу распределительного вала ОТК.
Восстановление опорных шеек распределительного вала производится шлифованием под ремонтный размер, а его кулачков — шлифованием по копиру с целью восстановления профиля кулачков на копировально-шлифовальных станках ЗА433 шлифовальным кругом ПП 600X20X305 марки Э46—60 СМ1—СМ2К. После шлифования шейки и кулачки распределительного вала полируются полировальной лентой ЭБ220 или пастой ГОИ № 10.
Режимы шлифования опорных шеек и кулачков распределительного вала приведены в табл. 30.
30. Режимы шлифования опорных шеек и кулачков распределительного вала
| Шлифование | Операция | Вращение шлифовального круга | |
| Окружная скорость, м/мин | Частота вращения, мин-1 | ||
| Опорных шеек | Черновая | 30—35 | 955 |
| Чистовая | 30—35 | 955 | |
| Кулачков | Черновая | 25—30 | 796 |
| Чистовая | 25—30 | 796 |
Диагностика неисправностей распредвала
Ремонт распределительного вала можно производить самостоятельно, за исключением определенных случаев, когда может понадобиться применение специального оборудования. Неисправности распредвала являются серьезными и очень сильно влияют на мощность двигателя.
Оценка состояния распредвала производится только при снятии головки блока цилиндров. Алгоритм действий, примерно, такой же, как и при замене прокладки ГБЦ.
Внешний осмотр сводится к проверке сальников распредвала. Они должны быть в исправном состоянии, то есть, на них не должно быть каких либо дефектов: трещин, заусенцев и отверстий. Кроме того, проверке также подлежат постель и сам распределительный вал.
Ремонт коленвала
Ремонт или замена коленчатого вала — процесс трудоемкий. Как правило, он требует практически полной разборки двигателя, осмотра и дефектовки всех его узлов и механизмов. Коленчатый вал снимают и измеряют осевые биения. В случае допустимой выработки поверхности шеек и шатунов коленчатого вала пришлифовывают под ремонтные размеры подшипников. Постель с выработкой тоже подлежит механической обработке с «одной установкой» на специальном станке. Расточка коленвала позволяет установить вкладыш следующего ремонтного размера.
https://youtube.com/watch?v=tevB1eKeeVU
https://youtube.com/watch?v=tevB1eKeeVU
Проточка постели коленчатого валаШлифовка коленчатого вала
Размеры шеек имеют ремонтные допуски. Простая шлифовка коленвала не поможет в случае, если износ или повреждения слишком сильные. Коленчатый вал — деталь недешевая, а если речь идет, например, о крупногабаритной сельхозтехнике, сумма будет внушительной. Даже сильно изношенные поверхности трения можно восстановить. Толщина выработки компенсируется с помощью наплавки электросваркой под флюсом, плазменного напыления твердых сплавов, газотермичекого напыления и др. Затем коленвал шлифуется, «доводится» до необходимых ремонтных размеров. Это технологически сложный процесс, его лучше доверить специалистам.
Автоматизированное газо-термическое напыление шеек и балансиров коленчатого вала
Качественно выполненное восстановление и шлифовка коленвала может обеспечить 100% ресурса его работы. Следует учитывать, что с увеличением ремонтного размера коленчатый вал может сместиться со своего заводского посадочного места. Потребуется точная установка коленвала с подборкой вкладышей. Коленвал с критическими повреждениями или осевым искривлением придется поменять.
Замер осевых смещений коленвала с помощью щупаКомплект измерительных стальных пластин щупов
Повышенное содержание металлической стружки в фильтре и поддоне указывает на износ пар трения. В таких случаях нужно срочно найти причину образования такой стружки.
Диаметр шеек коленвала можно измерить обычным микрометром. Параметры разбалансировки, биений и осевых люфтов коленчатых валов определяют с помощью специальных индикаторов. Для этого нужно либо разместить вал на специальный стенд или станок, либо установить индикатор с магнитным штативом на блок двигателя. Замер выполняется при вращении.
Стенд с установленным индикатором часового типа для замера биений коленчатого валаИндикатор часового типа, установленный на блок двигателя
Для определения зазора между шейками коленчатого вала и подшипниками применяют калиброванную пластиковую проволоку и бумажный шаблон со специальной шкалой. Способ довольно прост и доступен. Кусочек проволоки устанавливают на обезжиренную поверхность шейки коленчатого вала. Для ее фиксации можно применить небольшое количество густой смазки. Затем шейка накрывается подшипником и крышкой. Крышки обтягиваются, проволока внутри раздавливается на плоскости шейки (резьбовые соединения нужно затягивать динамометрическим ключом). Болты раскручивают и снимают крышку. Далее остается измерить ширину расплющенной полоски шаблоном. Значение будет соответствовать достаточно точному значению зазора.
Измерение зазоров между шейкой и подшипником с помощью калиброванной проволоки и шаблона
Ремонт постели распредвала
Восстановление постели распредвала своими силами, как уже говорилось, сводится к тому, что вы определяете неисправность и снимаете постель. Затем вы везёте её в мастерскую, где существует специальный станок, на котором можно провести расточку или хонингование постели распредвала. Станки для восстановления постели распредвала относятся к разряду постельно-расточных.

Желательно для консультации и подготовки везти и ГБЦ. Это связано с тем, что перед ремонтом постели ГБЦ потребует специальной обработки – напыления алюминиево-цинкового порошка.
Восстановление постели распредвала проводится одним из двух способов: расточка или хонингование. Саму технологию вам вряд ли будет интересно знать. Специалист, работающий на данном станке, доводит поверхность постели до требуемых параметров.

При этом вам скажут, возможен ли ремонт постели распредвала, или проще и эффективней будет произвести замену постели на новую.
https://youtube.com/watch?v=7NYwV6NXP3w
Характерные неисправности
Будет справедливо назвать распределительный вал достаточно надёжным и долговечным элементом двигателя. Зачастую деталь изнашивается только к моменту первого серьёзного ремонта силовой установки. Для автомобилистов, в распоряжении которых оказался двигатель без наличия гидрокомпенсаторов, рекомендуется каждые 10-15 тысяч километров проверять зазоры распределительного вала, оснащённого рокерами, и настраивать их по мере необходимости. Вне зависимости от типа ДВС, во всех моторах обязательно в процессе эксплуатации контролируется степень натяжения цепи или ремня газораспределительного механизма. Они более ограничены по сроку своей службы, чем сам распредвал. Распределительные валы относятся к трущимся деталям двигателя, а потому наиболее опасным явлением для них считается механический износ. Ещё одной характерной неисправностью для распредвала считается выход из строя подшипника, разрушение и деформация сальника. Если элементы распредвала выходят из строя, это запускает цепную реакцию, в результате которой ломаются иные компоненты силовой установки. Поломка распредвала обычно обусловлена:
- естественным износом элемента;
- низким давлением масла в смазочной системе;
- использованием низкокачественных масел;
- дефицитом масла в системе;
- нарушением температурного режима работы двигателя;
- механическими повреждениями.
В случае с механическими повреждениями чаще всего ломаются натяжные ролики и ремни распредвала, которые ограничены по сроку службы. Когда происходит разрыв ремня газораспределительного механизма, сами распредвалы могут серьёзно пострадать. В итоге можно выделить несколько наиболее часто встречающихся поломок в конструкции распределительных валов:
- механическая поломка компонентов;
- износ подшипников;
- износ кулачков;
- деформация вала.
Всё это не обязательно происходит сугубо по причине естественного износа. Многие автомобилисты сталкиваются с проблемой заводского брака. Тут речь идёт о недостатках конструкции, ошибках в проектировании или использовании некачественных компонентов при изготовлении распределительного вала. Но это в основном встречается на бюджетных автомобилях. Определить неисправность, возникшую в распределительном валу, можно по характерному стуку. Он появляется при возникновении рассмотренных поломок и неисправностей. Но не всегда причина стука именно в самом распредвале. Также посторонние стуки иногда возникают, если автомобилист залил в двигатель плохое или не подходящее этому мотору моторное масло, либо подача топлива не была должным образом отрегулирована после вмешательства в систему по причине ремонта или замены компонентов.
Всё это приводит к потере синхронности в процессе работы клапанов цилиндров двигателя и кулачков. В результате мотор теряет свою мощность, начинает потреблять значительно больше топлива, а также отмечается нестабильная работа в разных режимах. Во многом жизнеспособность и продолжительность эксплуатации распределительного вала зависит от грамотности эксплуатации двигателя. Если соблюдать все правила по обслуживанию и содержанию мотора, распредвал сможет проработать в течение всего срока службы двигателя вплоть до капитального ремонта. Иногда, даже после капитального восстановления, старый распределительный вал остаётся в хорошем состоянии, что позволяет и дальше его использовать.
Замена распределительных валов на двигателях внутреннего сгорания является крайне ответственной и сложной задачей. Она требует проведения обязательной предварительной проверки и доработки поверхностей по мере необходимости. Если этого не сделать, уже новый распредвал начнёт очень быстро изнашиваться. В конечном итоге он за короткий срок полностью выйдет из строя
Специалисты отмечают, что при возникновении необходимости замены в двигателе его распределительного вала, крайне важно параллельно заменить все элементы, работающие в непосредственном контакте с распредвалом
Конструкция
Распредвалы изготавливаются методом литья из чугуна или штамповки из стали и представляют собой комбинацию из следующих функциональных элементов:
- опорные шейки;
- кулачки.
Опорные шейки служат для установки распредвала в корпус двигателя и работают в паре с подшипниками скольжения, функцию которых могут выполнять вкладыши или втулки, изготовленные из антифрикционных сплавов.
Основными рабочими элементами являются кулачки, которые непосредственно взаимодействуют с приводом клапана, выполненного в виде толкателя или гидрокомпенсатора. От профиля кулачка зависит время, скорость, а также высота подъема клапана.
Для обеспечения смазкой трущихся деталей, а также для создания масляного клина в парах скольжения, внутри распредвала выполняется полость, называемая масляным каналом. Через отверстия в кулачках масло поступает из полости, обеспечивая смазкой и сами кулачки и элементы привода клапана.
Поскольку фазы газораспределения связаны с рабочими тактами, привод распредвала производится непосредственно от коленчатого вала двигателя с использованием зубчатой, цепной или ременной передачи. Передаточное число выбирается таким образом, чтобы на два оборота коленвала приходился один оборот распредвала. Синхронизация обеспечивается на этапе сборки путем выставления приводных шестерен коленчатого и распределительного валов согласно меткам на блоке двигателя.
Устройство и конструкция конкретного двигателя определяет место установки распредвала. Так различают двигатели со следующими положениями распредвала:
- нижнее;
- среднее;
- верхнее.
От того, где находится распредвал, зависит устройство и состав всего газораспределительного механизма. Однако, чем дальше распредвал располагается от клапанов, тем больше деталей используется для их привода, тем самым увеличивая общую инерционность системы. Поэтому в современных двигателях используется верхнее расположение распредвала, что обеспечивает снижение масс и увеличение жесткости всей конструкции.
Отличаются двигатели и по количеству распредвалов. Так при использовании одной пары клапанов на цилиндр достаточно одного вала в ГБЦ рядного двигателя или в развале V-образного двигателя. Тогда как использование двух пар клапанов уже предполагает установку двух распредвалов в рядном или четырех в V-образном двигателе.
Системы фаз газораспределения
Регулировка фаз: Распределительный вал регулируется специальной системой. Это позволяет регулировать время открытия и закрытия клапанов.
Современные бензиновые двигатели часто имеют систему регулировки распредвала (система фаз газораспределения Variable Valve Timing, VVT). Эта система позволяет достичь соответствия современным экологическим нормам, принятым Евросоюзом и рядом других стран. Благодаря этой системе происходит адаптация синхронизации распредвала в соответствии с текущей ситуацией вождения. Например, во время остановки машины и работы двигателя на холостом ходу система регулировки распредвала настраивает систему газораспределения двигателя на более эффективную работу, чтобы снизить расход топлива и, соответственно, уменьшить уровень вредных веществ, выпускаемых через выхлопную систему автомобиля.
На мощных двигателях система фаз газораспределения, как правило, общая как на стороне всасывания, так и на стороне выхлопа. Регулировка распределительного вала в основном состоит из гидравлической системы регулировки и регулирующего клапана. Благодаря этой системе фазы газораспределения. Например, на разных режимах работы двигателя требуется разная величина фаз газораспределения. Так, при работе двигателя на холостом ходу фазы должны быть короткими. На высоких оборотах фазы должны быть более широкими.
В итоге двигатели с изменяемыми фазами газораспределения постоянно меняют работу распредвала в зависимости от режима движения.
Помимо гидравлической системы регулирующие фазы газораспределения, система Variable Valve Timing, VVT регулирует работу двигателя с помощью датчиков на коленчатом валу и с помощью информации о вращении распредвала.
Одним из самых известных типов регулировки распределительного вала является система «Vario Cam» от Porsche (теперь «Vario Cam Plus»). Натяжитель цепи действует как регулировочный элемент, который поднимает или опускает звенья цепи между двумя распредвалами (DOHC) в зависимости от частоты вращения двигателя. В этой системе давление масла имеет решающее значение.
Еще одна известная система регулировки распредвала была представлена компанией Тойота в начале 2000-х годов. Она называется VVTL-i (система с изменяемым временем работы клапанов).
Здесь помимо фазировки распределительного вала может изменяться ход клапанов через распредвал. Функцию регулировки подъема клапанов автопроизводители видят по-разному. Например, некоторые автопроизводители реализуют работу клапанов через переменные углы отклонения. Другие же (Porsche Vario Cam Plus) используют специальные по конструкции кулачки в сочетании с многоточечными толкателями.
Honda использует, например, разные по размеру кулачки (i-VTEC), которые в сочетании с переключаемыми коромыслами позволяют изменять подъем клапана в два этапа.
Вот как работает эта система с изменяемыми фазами газораспределения:
Методы ремонта распредвала
И, прежде, чем сразу же бросаться в крайность и думать о замене распредвала, его нужно попробовать отремонтировать. Если, конечно, вы уже не задумывались о том, чтобы поменять свой штатный на тюнинговый спортивный распредвал.
Когда речь идёт о такой процедуре, как ремонт распредвала, то своими руками основную процедуру ремонта в гараже вы вряд ли сможете выполнить. Ваша задача, снять головку блока цилиндров и вместе с распредвалом приехать в мастерскую, где возможен ремонт или восстановление распредвалов.
Основные дефекты, при которых требуется восстановление распредвала: биение (деформация) вала, износ кулачков и износ шеек. Не забывайте, для чего мы привозим в мастерскую ГБЦ – дефектовка и, при необходимости ремонт постели распредвала, обязательная комплексная процедура.
Устранение деформации распредвала. Этот дефект устраняется способом поэлементной холодной правки, которая позволяет привести в порядок как стальные, так и чугунные распредвалы.

Биение (изгиб) распредвала устраняют на призмах при помощи пресса. При этом методе естественным образом должны быть учтены допуски производителя распредвала, относительно допустимого биения.
После устранения биения обязательно производится динамическая балансировка. Иначе все усилия были напрасны. Восстановление распредвалов таким методом производится на специальных станках.
Восстановление кулачков распредвала и износ шейки устраняется таким методом, как напыление распредвала либо шлифовкой.
Изношенный кулачок шлифуется до вывода износа и восстановления профиля. Не следует забывать, что после шлифовки кулачка высота подъёма клапана не должна измениться. Иначе будет нарушен процесс фаз газораспределения.

Восстановление кулачков распредвала методом шлифовки, рекомендуется выполнять всего один раз. В противном случае нарушается радиус вершины кулачка, и, соответственно, происходит сбой фазы газораспределения. То есть, следующим этапом, после первого ремонта распредвала, служит замена распредвала.
Для опорных шеек распредвала применяется расточка (шлифовка) до уменьшенных ремонтных размеров. При этом варианте ремонта распредвала, затем применяются втулки. Если же шейки наращивают, то другие детали растачивают под их размер. Для небольшого слоя наращивания применяется осталивание либо хромирование шеек.

Реставрация методом напыления распредвала производится с применением порошковой проволоки многокомпонентного состава (алюминий – цинк). После процедуры напыления распредвала твёрдость покрытия не уступает заводским параметрам. Но, специалисты не рекомендуют проводить ремонт методом напыления более одного раза.
Проблемы с приводом клапанов
Сбои в управлении клапанами могут привести к серьезным неисправностям. Сложность конструкции клапанного механизма, испытывающего во время работы огромные нагрузки, требует идеального взаимодействия всех его элементов. Любой дефектный или неправильно подобранный элемент конструкции выведет механизм из строя. Например, ослабленные пружины или «высокие» кулачки распредвалов для увеличения мощности двигателя.
Такие проблемы характерны больше для моторов с размещением распредвала под БЦ и имеющих штанговый привод клапанов. Первыми деформируются штанги толкателей. Это связано с тем, что это нежесткий элемент механизма. «Слабина» пружин приводит к изгибанию штанги толкателя из-за возросшего давления в цилиндре и проблемах с открытием клапана. Толщина штанг должна выдерживать высокие обороты и сжимающие нагрузки. Проблемы может вызвать заедание толкателя или увеличенный зазор. Основной фактор, влияющий на состояние деталей ― скорость перемещения элементов газораспределительного механизма перед контактом его подвижных частей.
Замена распредвала двигателя ВАЗ 2106
1. Снимаем кожух воздушного фильтра и сам фильтр (он будет мешать работе). Для этого необходимого открутить гайки шпилек кожуха фильтра.
2. Демонтируем крышку головки блока цилиндров (она же «клапанная крышка»).
3. Отгибаем край стопорной шайбы-звездочки распредвала.
4. Ослабляем цепь ГРМ. Для этого необходимо монтировкой ослабить гайку натяжителя изнутри кожуха и зафиксировать его положение затяжкой гайки.
5. Необходимо поставить коленчатый вал в положение 3 — длинная риска (соответствует окончанию сжатия в четвертом цилиндре), а метку звездочки распределительного вала нужно совместить с меткой постели.
Схема меток шкива коленчатого вала
Звездочка распредвала совмещена с меткой
6. Снять болт звездочки распредвала.
7. Цепь и звездочку увязать проволокой, снять звездочку, уложить цепь в блоке.
8. Открутить крепеж корпуса распредвала и снять его со шпилек.
9. Сняв крепеж, демонтировать упорный фланец.
10. Достать распредвал из корпуса.
11. Собрать детали и узлы в обратном порядке. Затягивание болтов следует выполнять, соблюдая порядок и контролируя момент затяжки.
Положение шпонки при сборке
На сегодняшний день распредвал остается незаменимой деталью. При надлежащей эксплуатации он может прослужить вам в течении всего срока эксплуатации двигателя. Установка распредвала без проверки и доработки поверхностей может привести к ускоренному его износу. С заменой распредвала рекомендуют поменять другие элементы, работающие с ним в контакте.
Потеря масла при повреждении сальника распределительного вала
Признаки износа распредвала: Такой дефект может остаться незамеченным в течение длительного времени
Как мы уже сказали, распределительный вал соединен с коленчатым валом через шестерню распредвала, который вращается с помощью цепи газораспределения или зубчатого ремня ГРМ. В этой точке есть уплотнительное резиновое кольцо (сальник), которое с течением времени может затвердеть или стать пористым. В результате сальник перестанет выполнять функцию уплотнения и начнется течь масла из-под сальника распредвала.
В этом случае течь масла должна быть устранена как можно скорее. Особенно если в вашей машине используется ремень ГРМ. Дело в том, что попадание на ремень ГРМ моторного масла нежелательно, поскольку это может привести к преждевременному износу ремня. В итоге он может неожиданно порваться. К сожалению, во многих современных автомобилях используются двигатели, в которых при повреждении ремня ГРМ клапана могут встретиться с поршнями, что приведет к серьезному повреждению двигателя.
Сальник распредвала стоит очень дешево. Но вот поменять его очень сложно. Следовательно, замена сальника распределительного вала – дорогое удовольствие, поскольку для того чтобы его поменять, нужно снять ремень или цепь ГРМ. В некоторых автомобилях, чтобы это сделать, придется разобрать пол автомобиля в передней части. Именно поэтому многие автолюбители не спешат с заменой сальника, мирясь с течью масла с распредвала, откладывая замену уплотнителя на тот момент, когда согласно регламенту необходимо планово менять ремень или цепь ГРМ. Ведь в этом случае вам так и так придется все разбирать. Но это далеко не лучшее решение.