Устройство гбц
Содержание:
Одноразовые, но не совсем: способы капремонта современных моторов
Благодаря лучшим теплопроводимым свойствам количество воды, используемой с целью охлаждения, также уменьшается. Алюминиевые блоки двигателей, как и чугунные, имеют свои преимущества и недостатки. Поэтому, прежде чем сделать выбор, необходимо взвесить все «да» и «против» в конкретной ситуации.
После кузова двигатель — это второе, на что нужно обратить внимание при покупке автомобиля. Если с ним что-то не так ремонт может оказаться новому владельцу не по карману
А новый двигатель (точнее, ореставрированный на заводе старый, но все же почти новый), может стоить столько же, сколько пришлось выложить за покупку подержаного автомобиля. В этой статье речь пойдет о никасиловом покрытии стенок цилиндров, о двигателях, на которых оно применялось и о том, каких от него можно ждать неприятностей.
В основном здесь речь пойдет о двигателях M52, M52TU и M54.
Скажу сразу: владельцам рестайлинговой 39-й бэхи можно можно не волноваться. Никасила там нет. Ибо в 1998 году уже было ясно, что никасил — это проблема… Теперь по порядку.
Сами блоки цилиндров изготовлены из алиминиевого сплава. Чтобы меньше масса была. Это понятно. А для уменьшения трения и соответственно прибавления численности подкапотного табуна цилиндры изнутри покрывали никасилом. Никасил — это дорогое никель-кремниевое покрытие, ставшее популярным в 90-х годах.
Выберите ближайшую Вам автомастерскую Oem-zap:
м. Алтуфьево
Адрес: г. Москва,
ул. Дубнинская, д. 50 Б, стр. 1График работы: с 9 до 20 без выходных.Смотреть на карте >> Рейтинг и отзывы в Яндекс Справочнике:
м. Царицыно
Адрес: г. Москва,
ул. Севанская ул., д. 62График работы:с 9 до 20 без выходных Смотреть на карте >> Рейтинг и отзывы в Яндекс Справочнике:
Ответы на частые вопросы клиентов
Стоимость ремонта в Oem-zap меньше, чем у дилеров?? Да, на 5-15% минимум. Сохраняется ли официальная гарантия при ремонте у Вас? ? Да, сохраняется. Вы используете оригинальные запчасти или аналоги? ? Мы используем оба варианта, исходя из ситуации и потребностей клиента. Сможете ли вы сделать ремонт моей машины … ? ? Конечно, сможем, если это модель корейской марки.
Наши акции:
Мойка радиатора скидка 10%
Антибактериальная обработка кондиционера скидка 30%
Ремонт агрегатов в регионах скидка 50%
Вопросы ТО, ремонта и замены ГБЦ
Головка блока цилиндров и смонтированные на ней компоненты подвергаются значительным нагрузкам, что приводит к их интенсивному износу и поломкам. Как правило, неисправности самой головки встречаются нечасто — это различные деформации, трещины, повреждения в следствие коррозии и т.д. При таких проблемах ГБЦ редко подвергается ремонту — ее лучше заменить на новую. Для замены следует подбирать головку того же типа и каталожного номера, в противном случае деталь просто не встанет на место (без доработок).
Чаще всего поломки ГБЦ возникают в установленных на ней системах — ГРМ, смазочной и т.д. Обычно это износ седел и втулок клапанов, самих клапанов, деталей привода, распределительного вала и т.д. Во всех этих случаях производится замена или ремонт неисправных деталей. Однако в условиях гаража некоторые виды ремонта выполнить затруднительно, например — выпрессовка и запрессовка направляющих втулок клапанов, притирка седел клапанов и другие работы возможны только при наличии специального инструмента.
Особое внимание следует уделять правильности монтажа ГБЦ
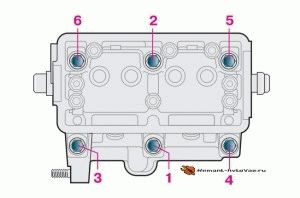
Важно помнить, что прокладка ГБЦ — одноразовая, ее необходимо обязательно менять в случае демонтажа головки, повторная установка этой детали недопустима. При монтаже ГБЦ следует соблюдать правильный порядок затяжки крепежа (шпилек или болтов): обычно работа начинается с середины головки с движением к краям
При такой затяжке обеспечивается равномерное распределение нагрузки на головку и предотвращаются недопустимые деформации
При монтаже ГБЦ следует соблюдать правильный порядок затяжки крепежа (шпилек или болтов): обычно работа начинается с середины головки с движением к краям. При такой затяжке обеспечивается равномерное распределение нагрузки на головку и предотвращаются недопустимые деформации.
В процессе эксплуатации автомобиля следует проводить ТО головки и расположенных в ней систем в соответствии с инструкцией и рекомендациями производителя. При своевременном проведении обслуживания и ремонта ГБЦ и весь двигатель будет работать надежно и эффективно.
Техническое обслуживание и диагностика
Как известно, все механизмы транспортного средства рано или поздно будут нуждаться в диагностике и техническом обслуживании. В этом случае ГБЦ не является исключением. Первоочередной задачей любого автомобилиста в этом вопросе является периодическая диагностика тех компонентов головки, которые нуждаются в этом больше всего. В частности, тех, которые подвержены наибольшим нагрузкам.
Речь идет о:
- работоспособности клапанов;
- проверке работоспособности сальников клапанов;
- сальников распределительного шкива;
- и, разумеется, самой прокладке ГБЦ.
https://youtube.com/watch?v=oW2agvNfeUA
может стать причиной появления масла в охлаждающей жидкости. И наоборот — попадании антифриза в масляную систему. В результате попадания масла в охладительную систему антифриз будет бурлить (но не кипеть), что приведет к троению двигателя, а со временем — невозможности его запуска. При это хладагент будет выходить из расширительного бачка, а датчик температуры мотора на приборной панели будет показывать кипение двигателя. В свою очередь, попадание хладагента станет причиной заливания свечей зажигания, о чем можно будет догадаться, выкрутив свечку и оценив ее состояние.
В целом на выход из строя элементов головки и на их корректную работу влияют многие факторы, но большинство из них касаются своевременной диагностики и ремонта. Даже такая мелочь, как (неправильный момент затяжки или несоблюдение порядка) может стать причиной деформации головки, что может привести и к поломке двигателя.
Для чего проводятся ремонтные работы? Есть множество случае, когда снятие головки неизбежно.
Это:
- необходимость расточки цилиндров;
- необходимость опрессовки втулок клапанов или их седел;
- выход из строя клапанов, что подразумевает необходимость их замены или ремонта;
- отшлифовка седел или работы по их доработке;
- ;
- необходимость замены прокладки головки (если она пробита или пропускает);
- или же при надобности заделывания микротрещин (эта операция может проводиться и без демонтажа ГБЦ).
Загрузка …
Так или иначе, но все работы по ремонту и диагностике данного узла должны осуществляться при соблюдении рекомендаций и указаний от производителя вашего транспортного средства. Если вы, не имея знаний и опыта, попытаетесь сделать что-либо самостоятельно и у вас это не получится, то это чревато полной поломкой всего мотора. Наиболее опасным в этом плане является монтаж втулок клапанов. Эта процедура должна осуществляться при нагретой головке, при этом сами монтируемые элементы должны быть холодными, а не нагретыми. Только так можно будет обеспечить надежное натяжение в соединении после того, как температура узла стабилизируется.
Также конструкция ГБЦ позволяет осуществить и замену втулок шкива привода маслонасоса. Данный процесс должен осуществляться методом выпрессовки уже отработавших свой ресурс эксплуатации втулок и монтажа новых компонентов.
В целом в домашних условиях есть возможность заниматься этими работами. Но при том условии, если вы понимаете, что делаете и чем это может быть чревато. Разумеется, в этом случае речь не идет о тех работах, для осуществления которых понадобится термическое или высокоточной оборудование. Но и это возможно только тогда, когда у вас есть определенные знания. Не имея опыта, даже самый новый и высокотехнологичный инструмент не имеет никакой пользы.
Устройство КШМ
Кривошипно-шатунный механизм двигателя состоит из трех основных деталей:
- Цилиндро-поршневая группа (ЦПГ).
- Шатун.
- Коленчатый вал.
Все эти компоненты размещаются в блоке цилиндров.
Назначение ЦПГ — преобразование выделяемой при горении энергии в механическое действие – поступательное движение. Состоит ЦПГ из гильзы – неподвижной детали, посаженной в блок в блок цилиндров, и поршня, который перемещается внутри этой гильзы.
После подачи внутрь гильзы топливовоздушной смеси, она воспламеняется (от внешнего источника в бензиновых моторах и за счет высокого давления в дизелях). Воспламенение сопровождается сильным повышением давления внутри гильзы. А поскольку поршень это подвижный элемент, то возникшее давление приводит к его перемещению (по сути, газы выталкивают его из гильзы). Получается, что выделяемая при горение энергия преобразуется в поступательное движение поршня.
Для нормального сгорания смеси должны создаваться определенные условия – максимально возможная герметичность пространства перед поршнем, именуемое камерой сгорания (где происходит горение), источник воспламенения (в бензиновых моторах), подача горючей смеси и отвод продуктов горения.
Герметичность пространства обеспечивается головкой блока, которая закрывает один торец гильзы и поршневыми кольцами, посаженными на поршень. Эти кольца тоже относятся к деталям ЦПГ.
Шатун
Следующий компонент КШМ – шатун. Он предназначен для связки поршня ЦПГ и коленчатого вала и передает механических действий между ними.
Шатун представляет собой шток двутавровой формы поперечного сечения, что обеспечивает детали высокую устойчивость на изгиб. На концах штока имеются головки, благодаря которым шатун соединяется с поршнем и коленчатым валом.
По сути, головки шатуна представляют собой проушины, через которые проходят валы обеспечивающие шарнирное (подвижное) соединение всех деталей. В месте соединения шатуна с поршнем, в качестве вала выступает поршневой палец (относится к ЦПГ), который проходит через бобышки поршня и головку шатуна. Поскольку поршневой палец извлекается, то верхняя головка шатуна – неразъемная.
В месте соединения шатуна с коленвалом, в качестве вала выступают шатунные шейки последнего. Нижняя головка имеет разъемную конструкцию, что и позволяет закреплять шатун на коленчатом валу (снимаемая часть называется крышкой).
Коленчатый вал
Назначение коленчатого вала — это обеспечение второго этапа преобразования энергии. Коленвал превращает поступательное движение поршня в свое вращение. Этот элемент кривошипно-шатунного механизма имеет сложную геометрию.
Состоит коленвал из шеек – коротких цилиндрических валов, соединенных в единую конструкцию. В коленвале используется два типа шеек – коренные и шатунные. Первые расположены на одной оси, они являются опорными и предназначены для подвижного закрепления коленчатого вала в блоке цилиндров.
В блоке цилиндров коленчатый вал фиксируется специальными крышками. Для снижения трения в местах соединения коренных шеек с блоком цилиндров и шатунных с шатуном, используются подшипники трения.
Шатунные шейки расположены на определенном боковом удалении от коренных и к ним нижней головкой крепится шатун.
Коренные и шатунные шейки между собой соединяются щеками. В коленчатых валах дизелей к щекам дополнительно крепятся противовесы, предназначенные для снижения колебательных движений вала.
Шатунные шейки вместе с щеками образуют так называемый кривошип, имеющий П-образную форму, который и преобразует поступательного движения во вращение коленчатого вала. За счет удаленного расположения шатунных шеек при вращении вала они движутся по кругу, а коренные — вращаются относительно своей оси.
Количество шатунных шеек соответствует количеству цилиндров мотора, коренных же всегда на одну больше, что обеспечивает каждому кривошипу две опорных точки.
На одном из концов коленчатого вала имеется фланец для крепления маховика – массивного элемента в виде диска. Основное его назначение: накапливание кинетической энергии за счет которой осуществляется обратная работа механизма – преобразование вращения в движение поршня. На втором конце вала расположены посадочные места под шестерни привода других систем и механизмов, а также отверстие для фиксации шкива привода навесного оборудования мотора.
https://youtube.com/watch?v=l3fgpccONJ4
Плюсы алюминиевых блоков цилиндров
Алюминиевые блоки цилиндров выдерживают температурный режим до +150-200 °C. Теплопроводность алюминиевых сплавов в три раза выше чугунных, это способствует более эффективной работе системы охлаждения двигателя
Очень важно подобрать алюминиевый сплав для блока цилиндров. Он должен соответствовать многим техническим требованиям, среди них:
- Низкая стоимость.
- Отличные литейные свойства.
- Хорошая обрабатываемость резанием.
- Невосприимчивость к повышенным температурам.
Выбирать алюминиевый литейный сплав необходимо на этапе проектировании блока цилиндров. При выборе сплава необходимо исходить из практических соображений, самыми предпочтительными являются высокопрочные литейные сплавы, однако, учитывая их высокую стоимость, литейные свойства и недостаточную прочность при повышении температуры, лучше от них отказаться.
Чаще всего применяются сплавы, не отвечающие жестким требованиям по примесям и загрязнениям, но которые достаточно приблизились к требованиям, предъявляемым для сплавов из первичного алюминия.

Неисправности и ремонт блока цилиндров[29]
При нормальной эксплуатации наблюдается постепенный износ поверхности цилиндров. Если блок цилиндров не имеет сменных гильз, то по достижении предельного размера он подлежит расточке до следующего ремонтного размера, с установкой соответствующей поршневой. Можно на значительное время отодвинуть расточку установкой колец следующего ремонта с их подгонкой, но придётся смириться со стуком холодных поршней, и несколько повышенным расходом масла. Если же блок имеет сменные гильзы, то они подлежат замене с кольцами и (обычно) с поршнями.
Важное: при установке колец в не расточенный блок нужно выставлять зазор в замке не в верхней части, где износ больше, а в нижней. Проверять в неизношенном верхнем пояске необходимости нет, так как кольца его не достигают
Всё же полезно очистить этот поясок от нагара «нулёвкой» для облегчения монтажа колец.
Все остальные неисправности блока цилиндров вызваны неправильной эксплуатацией, либо заводским браком. При размораживании блока его рубашка снаружи трескается, и подлежит заварке аргоном (алюминиевый сплав), запайке латунью или заклейке эпоксидным клеем (чугунный блок). Возникшие трещины в неответственных местах могут завариваться (чугун — электродом с чёрным маркером, алюминий — сваркой аргоном), корродированные места под гильзы могут наплавляться и протачиваться.
Заводской брак может иметь две причины: конструкторские ошибки, приводящие к систематическим разрушениям (трещины) в большом проценте блоков, и брак на конвейере. Например, после отливки (но перед механической обработкой) заготовка должна пройти естественную или искусственную релаксацию напряжений. Когда в связи с реформами на АвтоВАЗ складской цикл хранения сократили, пошёл массовый брак (коробление) блоков после мехобработки. Поэтому пришлось вводить выдержку отливок при температуре для релаксации напряжений. Возможны такие виды брака как негерметичность рубашки (трещины, свищи), выходы дефектов на поверхность цилиндра, отклонения размеров, коробление. В части случаев такой заводской брак устраним.
В случае утери крышки коренных подшипников может возникнуть необходимость расточки постелей — после просаживания крышек на необходимую величину 2-4 мм и тщательного базирования постели растачивают борштангой напроход.
В случае вырыва шпильки с резьбой из блока — высверливают обломыш (если он остался), затем нарезают увеличенную резьбу, и ввёртывают ремонтную шпильку. Такие неприятности чаще всего случаются в алюминиевых блоках.
В случае повреждения газового стыка в блоке с сухой гильзой, поверхность шлифуют до устранения дефекта. При этом нужно контролировать выступание поршней над плоскостью при сборке — при превышении нормы поршни придётся подточить в размер, во избежание соударения с головкой.
Ввиду разнообразия конструкций блоков, следует в общем случае полагаться на инструкцию по ремонту соответствующего двигателя.
Техобслуживание и диагностика ГБЦ

Соблюдение температурного режима и своевременное проведение сервисных регламентных мероприятий обеспечит бесперебойную работу головки блока цилиндров на протяжении всего срока службы двигателя. Основные операции по обслуживанию головки блока цилиндров связаны с газораспределительным механизмом, подверженным наибольшим механическим и тепловым нагрузкам.
Следует упомянуть о:
нормальном функционировании клапанов;
контроле эластичности сальников клапана;
сальниках шкивов распредвала;
и, самое важное, целостности прокладки ГБЦ.
Повреждения прокладки головки блока цилиндров – самая распространенная неисправность. Она может прогореть, и тогда в ней появляются каналы, по которым жидкости и газы начинают перемешиваться. Например, охлаждающая жидкость может попадать в камеру сгорания.
Диагностировать такую неисправность можно по беловатому цвету выхлопных газов. Если есть сомнения, то надо выкрутить свечи зажигания и внимательно их рассмотреть. Одна из них (в том цилиндре, где появилась течь) будет отличаться цветом и состоянием электродов от остальных.
Еще бывает, что масло попадает в антифриз. При этом последний теряет свои свойства, и мотор начинает перегреваться. Охлаждающая жидкость бурлит, меняет цвет, начинает выдавливаться через пробку расширительного бачка или радиатора. Если же тосол попадает в масло, то оно пенится, на поверхности образуется эмульсия, при этом смазывающие свойства значительно ухудшаются.
Ранняя диагностика и ремонт в начале проявления неисправности существенно продлят жизнь головке блока цилиндров
После ремонта особое внимание обратите на порядок и момент затяжки болтов ГБЦ. Подробно процесс описан в руководстве по ремонту.
В некоторых случаях ремонт возможен только после демонтажа головки. Рассмотрим их подробнее:
- расточка и хонингование цилиндров;
- замена направляющих втулок клапанов и их седел;
- замена клапанов или притирка рабочих фасок к седлам;
- проточка или шлифовка седел;
- проточка привалочных плоскостей ГБЦ;
- замена пробитой прокладки ГБЦ;
- заваривание микротрещин и дефектов в корпусе головки блока цилиндров.
Большинство ремонтных работ, связанных с головкой блока цилиндров, требует высокой квалификации мастера и специализированного инструмента. Поэтому тщательно взвесьте все за и против, прежде чем самостоятельно браться за сложные операции.
В некоторых случаях ошибка может стать фатальной, и придется покупать новую ГБЦ. Самая трудоемкая операция связана с демонтажем изношенных направляющих втулок и запрессовкой новых.
Перед выполнением операции головка должна быть нагрета до определенной температуры. Превышение температурного порога чревато ее короблением и выходом из строя. Особенно это касается силуминовых ГБЦ.
Направляющие втулки, наоборот, должны быть глубоко охлаждены. Тепловая деформация металла позволяет смонтировать их в посадочные места, а после выравнивания температур появляется требуемый натяг детали.
Гораздо проще выполнить операцию замены втулок (подшипников скольжения) шкива маслонасоса. По крайней мере, здесь не надо создавать специальный температурный режим сопрягаемых деталей.
Для чего делается
Как я писал раньше (лет так 20 – 30 назад), основная задача это был ремонт. Стоит отметить, что силовой агрегат и все его основные части испытывают постоянные нагрузки, это – цилиндры, поршни, кольца, коленвал, распределительный вал (валы), клапана, вкладыши и т.д.
Особенно сильные нагрузки у поршня, он трется об цилиндр блока, причем этот процесс повторяется сотни — тысячи раз всего за одну минуту. Здесь идет максимальный износ, металл стенок стачивается, блок начинает терять свою первоначальную круглую форму. Если утрировать он становится — овальный, а не круглый. Прилегание поршней (а именно его колец) к стенкам начинает ухудшаться, соответственно горючая смесь или отработанные газы начинают поступать в картер, а масло наоборот в рабочую камеру – падает мощность, силовой агрегат начинает «жрать масло»! Из глушителя начинает лететь сизый (синеватый) дым. Это первые звоночки.
Раньше не было нормальных масел, зимой они дико густели, летом пригорали, смазывающие способности были низкие — моторы приходилось «капитались» уже через 30 – 50 000 пробега, а грузовые итого чаще. Зимой (как ни странно) агрегаты перегревались, все потому что опять же не было нормальных ТОСОЛОВ или антифризов, лили воду которая замерзала, образовывала пробки тут и до перегрева недалеко, пусть локального, пусть не на долго – НО ЭТОГО ХВАТАЛО.
Сейчас технологии шагнули ДАЛЕКО вперед. Есть различные полусинтетические или синтетические составы, не только масел, но и охлаждающих жидкостей. Поэтому сейчас двигатель ходит долго! Ресурс от ремонтов увеличился в разы, если не в десятки раз.
Конечно через 250 000 (в среднем) километров все равно предстоит ремонт, но просто вдумайтесь какой это пробег! В средних городах редко когда наезжают 15 000 в год, таким образом 250 000 хватит примерно на 15 лет.
Первая причина – как вы догадались ремонт, если есть возможность (про это чуть ниже) овальную форму или задиры внутри цилиндра убирают путем расточки, ставят больше поршни и мотор живет еще долгие тысячи километров.
Вторая причина – это банально увеличения объема. Опять же если позволяет блок (а точнее его стенки) происходит расточка, устанавливаются поршни больше диаметра, они имеют большую способность засасывать воздушно-топливную смесь. Если утрировать поршень диаметром в 79,8 мм, засосет гораздо меньше, чем с диаметром в 82 мм. Топливо сгорает больше, а соответственно давление воспламененной смеси на поршень выше, вот вам и увеличение мощности. ДЕЛАЮТ в основном тюнеры для прокачки своих «железных» коней.
Устранение трещин цилиндров и водяной рубашки
Трещины на стенках цилиндров и водяной рубашки являются следствием замерзания воды в блоке, заливки холодной воды в перегретый двигатель, неосторожного обращения с блоком при ремонте, запрессовки гильз с большим натягом. Наличие трещин на стенке цилиндра сопровождается попаданием в него воды, что влечет за собой перебои в работе двигателя и падение мощности
При наличии трещин на стенке водяной рубашки получается подтекание воды по наружной поверхности двигателя. Трещины можно обнаружить путем испытания цилиндров и рубашки подкрашенной водой под давлением в течение 1—2 час. Цилиндры испытывают под давлением 20—25 ат, а водяную рубашку — под давлением 2—3 ат
Наличие трещин на стенке цилиндра сопровождается попаданием в него воды, что влечет за собой перебои в работе двигателя и падение мощности. При наличии трещин на стенке водяной рубашки получается подтекание воды по наружной поверхности двигателя. Трещины можно обнаружить путем испытания цилиндров и рубашки подкрашенной водой под давлением в течение 1—2 час. Цилиндры испытывают под давлением 20—25 ат, а водяную рубашку — под давлением 2—3 ат.
Место и размер трещины определяются отложением красящего вещества.
Иногда удается установить наличие трещины и более простым способом. Для этого предполагаемое место трещины смачивают керосином, а затем насухо вытирают и посыпают сухим порошком мела. Через 1—2 часа керосин, проникший в трещину, выйдет на поверхность и даст отчетливую желтую полоску, по которай легко определить наличие и границы трещины.
Трещины цилиндра устраняют установкой гильз или газовой заваркой со стороны водяной рубашки (для этого специально вырезают кусок стенки водяной рубашки против трещины цилиндра); при этом подогревают весь блок цилиндров на древесном угле.
Операция заварки — сложная и ответственная и поэтому применяется редко.
Трещины водяной рубашки заделывают штифтовкой, наложением заплат, металлизацией, замазкой и реже сваркой.
Штифтовка производится в следующем порядке:
- Засверливают концы трещины сверлом 4,8 мм и просверливают отверстия по всей длине трещины на расстоянии 8 мм.
- Нарезают резьбу в отверстиях метчиком 6 мм, затем завертывают в отверстия стержни из красной меди и обрезают их ножовкой так, чтобы они выступали на 1,5—2 мм.
- Просверливают отверстия посредине между стержнями и нарезают в них резьбу, затем завертывают стержни, которые должны захватывать ввернутые раньше.
- наложить заплату на место трещины, легкими ударами пригнать ее по месту, пользуясь заплатой как шаблоном, накернить, просверлить отверстия в блоке сверлом 4,8 мм и нарезать в них резьбу метчиком 6 мм;
- смазать заплату суриком, наложить на место и привернуть ее стальными винтами; при наложении заплаты на головку блока под заплату нужно установить свинцовую прокладку;
- расчеканить края заплаты и опробовать блок водой под давлением 2—3 ат.
Металлизацией заделывают небольшие трещины, которые предварительно разделывают крейцмейселем, обезжиривают, после чего металлизируют посредством металлизатора.
Замазкой заделывают только небольшие трещины, причем замазку соответствующего состава наносят на подготовленную трещину и в течение 1—2 час. просушивают. Подготовка трещины заключается в зачистке ее и в обезжиривании.
Мелкие волосяные трещины можно заливать соляной кислотой в смеси с нашатырем; при этом трещина затягивается отлагающейся ржавчиной.
Заварку трещины производят в следующем порядке:
- расфасовывают трещину для получения скоса стенок под углом 45°;
- медленно нагревают блок до температуры 650—700° в термической печи;
- прогретый блок закрывают листовым асбестом, оставляя открытыми только места сварки;
- заваривают трещины чугунными электродами;
- помещают блок в печь и медленно его охлаждают (6—8 час);
- производят механическую обработку шва, затем испытывают блок водой.
Предложение от OEM-ZAP
Автосервис «OEM-ZAP» специализируется на ремонте южнокорейских автомобилей. Мы ремонтируем автомобили марки Kia, Hyundai. Если вы столкнулись с падением компрессии, снижением мощности автомобиля, «масложором» и прочими неприятными симптомами поломки двигателя, обращайтесь за нашей помощью.
У нас работают профессиональные автомеханики, в наличии современное оборудование, оригинальные запасные части, а также мы предоставляем честную гарантию на все виды ремонта.
Выполним капитальный ремонт быстро, надежно и максимально качественно, включая расточку и гильзовку блока цилиндров.
Вернем двигатель Вашего автомобиля снова в строй по доступной цене.
Заказать звонок >>
Технология сваривания
Теперь подробно о том, как заваривать трещину своими руками. В месте повреждения выпрессовываются детали. Обнаруживают дефект после гидроиспытаний, трещина для удобства помечается густым меловым раствором. По концам высверливаются отверстия по 5 мм.
Для сварки чугунного блока понадобится:
- сварочный аппарат с регулятором силы тока или инвертор;
- 2–3 электрода, лучше приобрести универсальные Zeller 855;
- инструмент для заделки фаски;
- щетка и молоток для зачистки шва и удаления окалины.
Заваривать трещину необходимо по следующей технологии:
Место шва до блеска зачищается, обезжиривается.
С обеих сторон от кромок наносится флюс, защищающий чугун от разогрева.
Зона ремонта разогревается газовой горелкой равномерно и постепенно, направление движения – вдоль трещины.
Шов формируется небольшими участками, длиной до 15 см за проход.
Образовавшийся шов минут пять разогревают, чтобы металл остывал медленно
При резком охлаждении он станет хрупким, не выдержит рабочей нагрузки.
Окалина осторожно сбивается, соединение после визуального осмотра хорошо зачищается, особенно если место скола соприкасается с другими деталями.. Когда на блоке двигателя обнаружен дефект, не торопитесь его менять
Лучше посоветоваться со специалистами, имеет ли смысл заняться ремонтом. Сваривать трещину блока холодным метолом реально в условиях гаража. Нужны хотя бы элементарные навыки сварщика, чтобы работа была выполнена аккуратно. Некоторые СТО оказывают услуги по сварке блоков ДВС, это гораздо целесообразнее и дешевле полной замены двигателя
Когда на блоке двигателя обнаружен дефект, не торопитесь его менять. Лучше посоветоваться со специалистами, имеет ли смысл заняться ремонтом. Сваривать трещину блока холодным метолом реально в условиях гаража. Нужны хотя бы элементарные навыки сварщика, чтобы работа была выполнена аккуратно. Некоторые СТО оказывают услуги по сварке блоков ДВС, это гораздо целесообразнее и дешевле полной замены двигателя.