Хромирование деталей своими руками в домашних условиях
Содержание:
Методика хромирования металла своими руками
Тому, кто собирается освоить хромирование металла в бытовых условиях, в первую очередь необходимо четко усвоить, что этот химический процесс связан с применением особо токсичных веществ, опасных для здоровья и наносящих вред природной среде. Поэтому ни о какой гальванике в домашних условиях не может быть и речи. Для хромирования необходимо подобрать нежилое помещение и по возможности оборудовать его хотя бы какой-нибудь вентиляцией. Также стоит заранее позаботиться об утилизации отработанного раствора и промывочной воды. Все работы следует выполнять в спецодежде и с применением средств индивидуальной защиты, используемых на химпроизводствах.
Оборудование для хромирования металла достаточно несложно изготовить самому. В большинстве случаев в его состав входят:
- стеклянная или пластиковая емкость;
- теплоизоляция и герметичная крышка рабочей емкости;
- нагревательный элемент с терморегулятором;
- источник питания мощностью 1 кВт и напряжением 10÷12 В;
- свинцовый анод с клеммой;
- приспособление для подвешивания и зажим для крепления детали с клеммой;
- емкости для травления и промывки, провода, подставка и прочее второстепенное оборудование.
Компоновка такого комплекта для хромирования зависит от размеров и особенностей входящих в него элементов и делается «на глазок», с дополнениями и изменениями по ходу изготовления. О токовых режимах лучше заранее почитать в специализированных изданиях или пообщаться со знающими людьми на профильных форумах. Там же можно обсудить вопрос влияния хрома на свойства стали и других металлов, т. к. у хромированной детали несколько изменятся механические характеристики.
Подготовка поверхности к хромированию
Подготовка металла к хромированию ничем не отличается от приготовлений к любому другому гальваническому процессу. В первую очередь необходимо убрать остатки покрытий и ржавчину с хромированной поверхности. Первое выполняется с помощью металлических щеток и наждачной бумаги или же (если есть такая возможность) абразивоструйной обработкой. Для удаления ржавчины с металла можно также использовать механические методы, но лучше воспользоваться ортофосфорной кислотой. Хромирование алюминия и его сплавов требует особого подхода к предварительной обработке поверхности этих металлов, т. к. на них всегда присутствует устойчивая оксидная пленка. Последовательность их подготовки к гальванике выглядит так:
- Промывка всей поверхности металла в бензине.
- Удаление следов бензина в горячей мыльной воде.
- Травление в смеси азотной и плавиковой кислот (соотношение пять к одному).
- Ополаскивание в холодной воде.
- Помещение изделия в гальваническую ванну.
Все операции следует выполнять в непрерывной последовательности, а погружать металл в электролит нужно под током.
Приготовление электролита
Основными компонентами всех электролитов для хромирования металлов являются хромовый ангидрид и серная кислота. В промышленных гальванических растворах применяют различные добавки, но для домашнего мастера на первое время достаточно этих двух. При приготовлении электролита сначала в воде разводится серная кислота из расчета 1.5–2.5 г/л, а затем добавляется хромовый ангидрид в количестве 150–250 г/л. Точную пропорцию можно подобрать только экспериментально, оценивая результат хромирования поверхности металла (см. также ниже о возможных дефектах).
Осуществление
В случае использования технологии жидкого хромирования работы начинают с нагрева электролита до 52±2°С. После анода в него помещают обрабатываемый предмет и ожидают его нагрева до той же температуры. Необходимо учитывать, что равномерность покрытия определяется правильностью расположения предмета и анода. После этого прикрепляют катод и подают ток (оптимальная плотность — 50 — 55 А/дм2), выдерживая деталь так на протяжении от 20 минут (время выдержки определяется визуально в зависимости от особенностей предмета и может составлять 2 — 3 часа). В любом случае толщина покрытия определяется плотностью тока и продолжительностью выдержки.
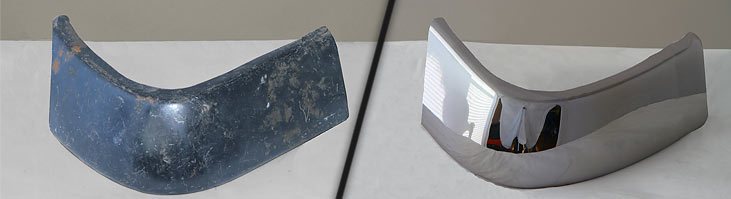
Деталь, восстановленная хромированием в домашних условиях
По завершении предмет моют и помещают в сушильный шкаф на 2,5 — 3 часа с целью повышения сцепления покрытия с поверхностью и его твердости.
При первом выполнении хромирования желательно предварительно обработать опытный образец.
Особенности процесса
Гальваника, в том числе в домашних условиях, очень похожа на электролиз (где используется электричество для разделения химического раствора), что является обратной процедурой, при которой батареи производят электрические токи.
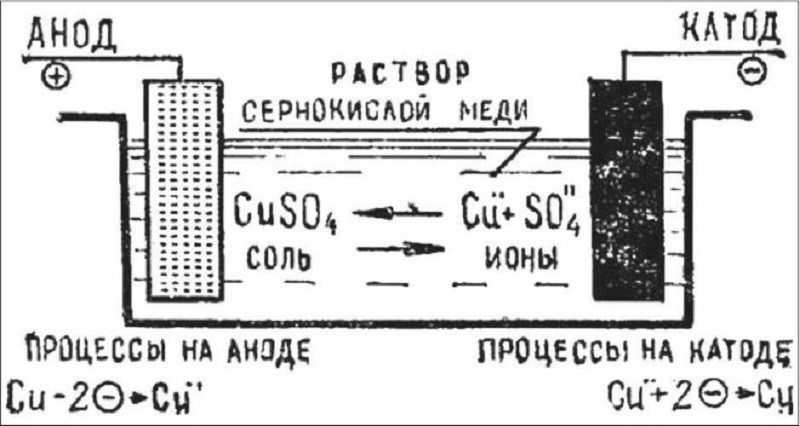
Схема электролиза
Необходимо использовать для гальваники в домашних условиях правильные электроды и электролитный раствор, предопределив химическую реакцию или реакции, которые будут протекать, когда электрический ток начнет действие. Атомы, которые присоединяются к изделию, поступают из электролита. Поэтому, если происходит процесс гальваники для покрытия из меди вам нужен медный электролит, а для золотого покрытия вам необходим электролит на основе золота.
Мастеру во время гальваники необходимо убедиться, что изделие, которое будет использоваться, полностью чистое. В противном случае, когда на него будут поступать атомы из электролита, они не образуют хорошей связи, и элементы могут просто выпасть в осадок. Как правило, очистка проводится путем погружения электрода в сильный кислотный или щелочной раствор, или путем (короткого) подключения цепи гальванопокрытия в обратном направлении. Если электрод действительно чист, атомы от металлизации соединяются в очень сильную кристаллическую структуру.

Обработанные золочением предметы
Гальваника выполняемая в домашних условиях включает пропускание электрического тока через электролит. Это делается путем погружения в электролит двух клемм, называемых электродами, и подключения их к цепи с батареей или другим источником питания. Электроды и электролит изготавливаются из тщательно отобранных элементов или соединений. Когда электричество протекает через контур, электролит расщепляется, и некоторые из атомов материала, которые он содержит, осаждаются в тонком слое поверх одного из электродов. Таким образом, реализуется гальванопластика дома Все виды металлов могут быть покрыты таким образом, включая золото, серебро, олово, цинк, меди, кадмия, хрома, никеля, платины и свинца.
Чтобы получить ровное гальваническое покрытие, мастер должен сначала очистить поверхность вашего металлического предмета и подготовить необходимое оборудование. Грязь и масла на поверхности могут помешать донорскому элементу покрывать поверхность. Начните с обезжиривания, моющим средством (мыло для посуды), а затем протрите металл абразивным кислотным очистителем, чтобы поверхность была очень чистой.
Хромирование алюминия
Хромирование алюминия и его сплавов применяется для повышения износостойкости деталей и придания им защитно-декоративных свойств. Процесс хромирования алюминия проводится в обычном электролите по режиму блестящего хромирования. Основной задачей для получения качественного покрытия на алюминии является комплекс подготовительных операций по удалению окисных пленок и повышению прочности сцепления покрытия с основным металлом. Осаждать хром можно непосредственно на поверхности алюминиевой детали или на предварительно нанесенном никелевом подслое. Толщина покрытий может варьироваться в широких пределах – от 0,5 до 80 мк.
Дефекты хромового покрытия и причины их возникновения
Выполняя хромирование своими руками, многие домашние мастера сталкиваются с наиболее типичными дефектами нанесенного покрытия, которые могут возникать по различным причинам.
1. На покрытии есть блеск, но он неравномерный.
- Сила тока, подаваемого на изделие и анод, слишком велика.
- Температура электролитического раствора не доведена до требуемого значения.
2. Блеск на нанесенном покрытии вообще отсутствует.
- В электролитическом растворе слишком много или не хватает хромового ангидрида.
- Превышен номинал рабочего тока.
- Количество серной кислоты в растворе недостаточное.
3. На хромированной поверхности выступили коричневые пятна.
- В электролитическом растворе превышено количество хромового ангидрида.
- В растворе для хромирования не хватает серной кислоты.
4. На нанесенном покрытии заметны мелкие раковины.
- Обработанная поверхность была недостаточно качественно подготовлена.
- При обработке в растворе с поверхности не удаляется водород. Чтобы решить такую проблему, следует изменить схему размещения изделия в растворе и метод его последующей просушки.
5. Хромовое покрытие характеризуется неравномерностью.
Сила рабочего тока превышена.
6. Нанесенное покрытие получилось слишком мягким.
- Сила рабочего тока занижена.
- Температура электролитического раствора выше требуемого значения.
7. Нанесенное покрытие отслаивается.
- Напряжение, подаваемое на анод и катод, нестабильно.
- Поверхность обрабатываемого изделия была недостаточно хорошо обезжирена.
- Температура электролита в процессе обработки снизилась.
Хромирование изделий: особенности процедуры
Хромирование является физическим и химическим процессом, при выполнении которого обрабатываемая поверхность покрывается слоем такого элемента, как металлический хром.
Хромировать можно не только изделия из пластика, но и металлические предметы, особенно распространено хромирование дисков и хромирование отражателей фар.
Этот метод используется не только в декоративных целях. Гальваника значительно повышает свойства материала, улучшает его эксплуатационные характеристики:
- Защищает металл от коррозийных процессов и окисления,
- Делает изделие более прочным и долговечным.
Что касается хрома, то он не поддается агрессивному воздействию внешней среды, при соприкосновении с водой и на воздухе не теряет своего блеска и цвета.
Хромирование в домашних условиях может быть гальваническим и каталитическим, также возможно самостоятельно провести никелирование дисковых элементов и пластиковых изделий.
В последнее время, большую популярность приобрело декоративное хромирование, к примеру, корпуса часов, предметов интерьера, сувениров.
Что представляет собой гальваническая установка для хромирования?
Вряд ли удастся найти готовый комплект оборудования для хромирования в домашних условиях в сантехническом магазине, учитывая, что каждый компонент подбирается в индивидуальном порядке. Промышленная установка доступна лишь обеспеченной прослойке людей, к тому же заводские агрегаты предназначены для работы только с фирменными реактивами.
Чтобы собственноручно соорудить гальваническую установку, понадобится:
- Прочная ёмкость, обладающая повышенной кислотоустойчивостью. Она может быть выполнена из пластика, пропилена, полиэтилена. Геометрические параметры ёмкости не должны быть универсальными, в противном случае потребуется приготовить лишний объем раствора. Если в ванночке нет слива, то нужно найти плотную крышку, так как оксид хрома будет постепенно улетучиваться.
- Источник тока. Элемент питания должен иметь общую мощность, не превышающую 1 кВт. Нормальную работу можно обеспечить при помощи стабилизатора постоянного тока (наподобие зарядника для аккумулятора). Оптимальный уровень допустимого напряжения 12 В, а сила тока 50 А.
- Устройство, которое обеспечивает подогрев вещества, проводящего электрический ток. В качестве устройства подогрева зачастую используют керамический трубчатый электронагреватель. Также допустимо применение внешнего подогревателя.
- Термометр, показывающий температуру до 100 градусов.
Зачем нужно хромирование?
Чаще всего к хромированию прибегают автолюбители. Однако им интересуются и в целях украшения домашнего интерьера. Декоративное хромирование представляет собой прибыльный бизнес. Автолюбители наносят покрытие из хрома на металлические детали корпуса транспортного средства и достигают таким образом оригинального дизайна. При помощи химической металлизации достигаются и другие цели: напыление металла на деревянные составляющие авторской мебели, создание оформления под металл пластиковых деталей, изготовление оригинальных сувениров из бытовых предметов и т.д.

Хромирование влияет не только на внешний вид поверхности. Оно также улучшает эксплуатационные свойства. Функции хромирования перечислены ниже:
- Защитная функция. Слой из хрома обладает хорошей устойчивостью к резким перепадам температуры и улучшает физико-химические свойства покрываемой поверхности. Этот слой защищает поверхность от окисления, добавляя деталям автомобиля и бытовым предметам прочности.
- Декоративная функция. В результате хромирования получается красивый и оригинальный внешний вид автомобиля (или сувенирного изделия). Детали домашнего интерьера (ручки дверей и потолочные карнизы) также выглядят гораздо более эстетично после хромирования.
- Восстанавливающая функция. Хромирование позволяет продлить срок службы покрываемой поверхности (например, валов и втулок в случае, если глубина износа менее 1 миллиметра). Срок эксплуатации благодаря этому также увеличивается.
- Повышение износоустойчивости. Двигатель внутреннего сгорания после хромирования становится более устойчивым к износу, как и различные мелкие детали (штампы, матрицы, мерильные инструменты).
- Улучшение отражательных свойств. Хромирование отражателей зеркал и других элементов повысит различимость транспортного средства в тёмное время суток, а декоративным элементам позволит отсвечивать, отражая солнечные лучи и свет лампы.
Причины появления дефектов
 Хромирование — это довольно трудоемкий процесс для самостоятельного выполнения, потому идеальный результат получается не во всех случаях. Для того чтобы предотвратить ошибки перед, тем как хромировать металл в домашних условиях, следует узнать о причинах, которые могут обуславливать дефекты.
Хромирование — это довольно трудоемкий процесс для самостоятельного выполнения, потому идеальный результат получается не во всех случаях. Для того чтобы предотвратить ошибки перед, тем как хромировать металл в домашних условиях, следует узнать о причинах, которые могут обуславливать дефекты.
К ним относятся:
Недостаточный или чрезмерный нагрев электролита может привести к неравномерному блеску обработанной поверхности. Если же блеска нет вообще, то причина, возможно, в неверно рассчитанной концентрации ангидрида.
Если покрытие получилось недостаточно равномерным, то при работе на заготовку подавался слишком сильный ток. Если покрытие очень мягкое, то электролит нагревался слишком сильно.
На эти факторы нужно обратить внимание, чтобы предотвратить возникновение дефектов при хромировании. Лишь в этом случае хромирование деталей своими руками пройдет без проблем
Мерное хромирование
Осаждение хрома на поверхности изделия происходит с небольшой скоростью. Благодаря этому есть возможность выдерживать точные значения толщины слоя. Точность может быть доведена до 1 мк. Вышеперечисленное делает возможность доводить рабочие части измерительного инструмента до необходимых значений нанесением хрома без дальнейшей обработки. Толщина покрытия при мерном хромировании обычно составляет 25 мк, при износе инструмента в процессе эксплуатации до 1-2 мк толщины слоя, оставшийся хром с поверхности снимают, инструмент заново подвергают хромированию.
Для мерного хромирования используется электролит с содержанием хромового ангидрида 150 г/л, серной кислоты 1,5 г/л. и следующими режимами хромирования – температура 55-60С, катодная плотность тока 45-100 а/дм2, напряжение 12 в.
Процесс проводится следующим образом – детали на подвесках помещают в доведенный до нужной температуры электролит и прогревают без подключения тока в течении 1-2 минут, затем подключается обратный ток той же плотности, как и прямой на 30 секунд, затем начинают прямой процесс хромирования. Длительность хромирования определяется опытным путем.
На рабочих участках инструмента, по окончанию хромирования не допускается наличие даже небольших наростов хрома и непокрытых участков.
Мерное хромирование применяется при изготовлении шаблонов, калибров и другого претензионного измерительного инструмента.
Подготовка к проведению работ
Перед началом работы необходимо подготовить изделия и необходимое оборудование. От правильности подготовки зависит качество полученного покрытия.
Подготовка изделия
Для получения качественного и равномерного слоя хрома нужно предварительно очистить обрабатываемые поверхности. Потребуется удалить все наслоения пыли, грязи, лака, краски и ржавчины. Это можно сделать наждачной бумагой или с применением пескоструйной обработки.
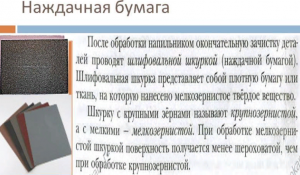 Наждачная бумага
Наждачная бумага
При использовании наждачной бумаги нужно удалить пыль и мелкие абразивные частицы сжатым воздухом. После очистки следует максимально выровнять поверхность. Допустимый размер неровностей составляет не более одного миллиметра.
Чтобы хром лег ровно, необходимо обезжирить заготовку. Для обезжиривания используется специализированный раствор, который можно изготовить самостоятельно. Для создания раствора необходимо добавить в воду 150 грамм гидроокиси натрия, 5 г силикатного клея и 50 г кальцинированной соды. Соотношение компонентов указано на один литр воды. После создания раствора его нагревают до 90 градусов и опускают в него изделие.
Подготовка электролита
Для гальванического хромирования следует подготовить электролит. Его составляющими являются хромовый ангидрид, серная кислота и вода. Подготовка электролита к работе происходит следующим образом:
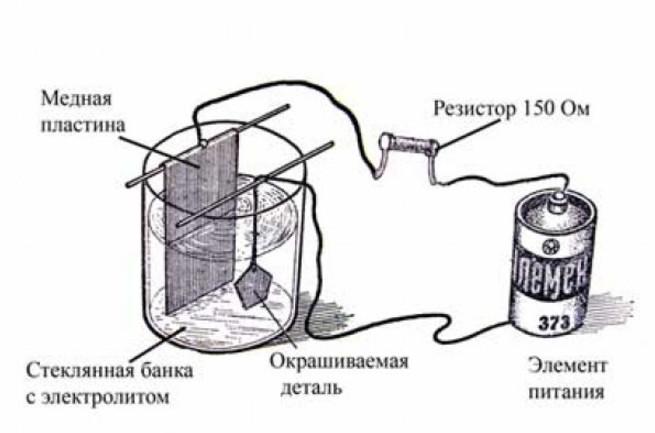
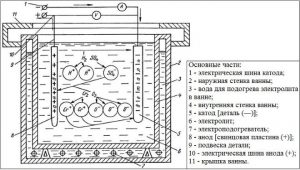 Схема электролитического хромирования
Схема электролитического хромирования
- В герметичную неметаллическую ёмкость наливается дистиллированная или кипяченая вода. Ёмкость следует заполнить наполовину.
- Вода подогревается до температуры 55 – 65 градусов.
- Добавляется ангидрид хрома из расчета 250 грамм на один литр воды
- Заливается серная кислота из расчёта 2.5 грамма на литр.
- После смешивания через электролит подаётся напряжение постоянного тока на протяжении 3 часов. Сила тока должна составлять 6.5 ампер на литр.
- После приобретения раствором коричневого цвета его необходимо поставить в прохладное место на 24 часа.
Подготовка оборудования
Для получения гальванического покрытия потребуется применение следующего оборудования:
- Контейнер для установки емкости. Подойдет ящик из дерева. Стенки и дно ящика следует утеплить, создав эффект термоса.
- Ёмкость требуемых размеров. Емкость должна быть стеклянной. Подойдет обычная трехлитровая банка.
- Электронагревательный элемент. Используется керамический ТЭН.
- Термометр, которым можно измерять температуру жидкости до 100оС.
- Неметаллическая крышка для емкости. Она должна герметично закрывать сосуд. В качестве материала для крышки можно использовать фанеру.
- Источник постоянного тока.
- Электроды. Внутренний анод изготавливается из свинцовой пластины. Катодом является обрабатываемое изделие.
- Провода для подключения.
При хромировании выделяются испарения, негативно влияющие на здоровье человека. Следует приобрести средства индивидуальной защиты.
Причины появления изъянов на поверхности деталей
Опытные мастера выделяют несколько основных причин, влияющих на качество хромирования в домашних условиях.
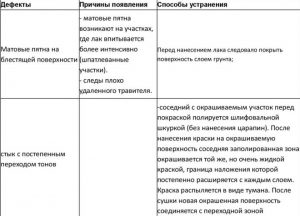 Способы устранения изъянов на поверхности деталей
Способы устранения изъянов на поверхности деталей
Превышение силы тока. Избыточный ток, пропущенный через объект, может привести к неравномерному окрашиванию предмета.
Несоблюдение технологии. При нарушении оптимальных температурных показателей и дозировки реактивов металл не обретёт желаемый зеркальный блеск.
Некачественная подготовка изделия-основы. Плохое обезжиривание не позволит катионам хрома равномерно осесть на поверхности предмета, а также уменьшит срок его эксплуатации.
Возможные дефекты и их устранение
Если вы решились впервые хромировать детали, то даже при просмотре нескольких видео и изучении основных рекомендаций возможны ошибки. Слой хрома с дефектами удастся снять при помощи раствора соляной кислоты, затем детали промывают в воде и повторяют процедуру.
Чтобы больше не допустить сделанных ошибок, нужно знать их причины.
- Отслоение пленки возникает из-за недостаточной адгезии. К этому чаще всего приводит некачественное обезжиривание поверхности. Соответственно, после снятия покрытия участок необходимо заново обработать ацетоном и опять активировать.
- На углах и краях иногда встречаются наросты. Причиной такого дефекта является повышенная плотность тока. Чтобы избежать этого, края стоит закруглить либо подготовить в проблемных зонах защитные экраны.
- Иногда покрытие получается матовым. Чтобы оно все-таки стало блестящим, во время процедуры следует поднять температуру раствора либо снизить силу тока. Также избежать дефекта поможет добавление хромового ангидрида.
Сфера применения технологии
Декоративное хромирование деталей позволяет повысить визуальные характеристики изделий как из металлов, так и из различного вида пластмасс, стекла и прочих материалов. Для быта хром используется для покрытий:
- мебельной фурнитуры;
- интерьерах помещений и дизайнерских проектах;
- сувениры;
- сантехника.

Хромирование деталей автомобилей
Сантехническое оборудование обязательно хромируется для защиты от водного окисления (коррозии), будь то недорогой силумин или дорогая латунь с бронзой.Промышленность использует хромирование для повышения стойкости деталей, работающих в условиях большого трения:
- поршни;
- компрессионные кольца;
- ролики;
- оси.
Также хромирование используется при изготовлении инструмента и оснастки:
- прессовые штампы;
- режущий инструмент;
- мерительный инструмент.
Технология хромирования позволяет продлить жизнедеятельность элементов механизма или придать изделиям притягательный вид.
2 Оборудование для хромирования
Первое, что нужно для хромирования, отдельная от жилых помещений, хорошо проветриваемая территория. Не стоит начинать экспериментировать дома на кухне, в ванной или в других местах, не предназначенных для работы химического оборудования. Лучшим выбором будет большой гараж или мастерская, которую перед этим стоит освободить от емкостей с бензином, маслом, краской и растворителями. Также неплохо было бы оборудовать систему принудительной вентиляции. Обязательно обзаведитесь огнетушителем и продумайте вариант аварийного пожарного выхода.
Оборудование для хромирования включает:
- гальваническая ванна из пластика;
- выпрямитель с параметрами 12В/50А;
- нагреватель, устойчивый к действию кислоты;
- термометр.
Кроме гальванической ванны вам понадобятся несколько дополнительных емкостей такого же размера для промывки обрабатываемой детали. Для экономии времени и средств необходимо будет организовать отдельную гальваническую ванну для омеднения или никелирования, так как постоянно менять реактивы в одной емкости долго и нецелесообразно.
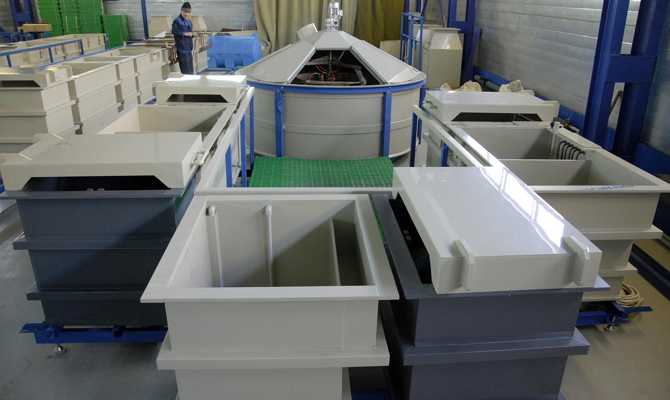 Гальванические ванны для омеднения или никелирования
Гальванические ванны для омеднения или никелирования
Выпрямитель должен быть достаточно большой мощности, особенно если вы хотите хромировать своими руками детали средних и больших размеров. Исходите в расчетах из того, что для создания блестящей поверхности необходима плотность тока порядка 15-25 А/дм2, так что обычный выпрямитель способен обеспечить нормальное проведение процесса максимум для накладок дверных ручек автомобиля либо небольших деталей внутренней отделки (ручка коробки передач, ободок корпуса магнитолы, и т.п). Большие детали — диски или бампер, покрыть хромом своими руками скорее всего не удастся, или обойдется в сумму, соизмеримую с покупкой новых запчастей.
Что касается нагревателя, то в некоторых источниках рекомендуется использовать обычный ТЭН. Хотелось бы строго предостеречь относительно данного решения, так как для хромирования требуется оборудование, устойчивое к действию кислот, ТЭН не является таким устройством, и его использование повлечет за собой, в лучшем случае, поломку электролитической ванны.