Поршень
Содержание:
Уплотняющая часть
Здесь находятся маслосъемные и компрессионные кольца. У деталей первого типа каналы имеют сквозные отверстия для поступления внутрь поршня удаленного с поверхности цилиндра масла, откуда оно попадает в поддон картера. Некоторые из них имеют ободок из коррозионностойкого чугуна с канавкой для верхнего компрессионного кольца.
Поршневые кольца, состоящие из чугуна, служат для создания плотного прилегания поршня к цилиндру. Поэтому они являются источником наибольшего трения в моторе, потери от которого составляют 25% от общего количества механических потерь в моторе. Количество и расположение колец определяются типом и назначением двигателя. Наиболее часто используют 2 компрессионных и 1 маслосъемное кольцо.
Компрессионные кольца выполняют задачу предотвращения поступления газов в картер из камеры сгорания. Наибольшие нагрузки приходятся на первое из них, поэтому в некоторых двигателях его канавку укрепляют стальной вставкой. Компрессионные кольца могут быть трапециевидной, конической, бочкообразной формы. Некоторые из них имеют вырез.
Маслосъемное кольцо служит для удаления лишнего масла с цилиндра и препятствует его попаданию в камеру сгорания. Для этого в нем есть отверстия. Некоторые варианты имеют пружинный расширитель.
Конструкция поршня
Поршень двигателя имеет достаточно простую конструкцию, которая состоит из следующих деталей:
Volkswagen AG
- Головка поршня ДВС
- Поршневой палец
- Кольцо стопорное
- Бобышка
- Шатун
- Юбка
- Стальная вставка
- Компрессионное кольцо первое
- Компрессионное кольцо второе
- Маслосъемное кольцо
Конструктивные особенности поршня в большинстве случаев зависят от типа двигателя, формы его камеры сгорания и типа топлива, которое используется.
Днище
Днище может иметь различную форму в зависимости от выполняемых им функций – плоскую, вогнутую и выпуклую. Вогнутая форма днища обеспечивает более эффективную работу камеры сгорания, однако это способствует большему образованию отложений при сгорании топлива. Выпуклая форма днища улучшает производительность поршня, но при этом снижает эффективность процесса сгорания топливной смеси в камере.
Поршневые кольца
Ниже днища расположены специальные канавки (борозды) для установки поршневых колец. Расстояние от днища до первого компрессионного кольца носит название огневого пояса.
Поршневые кольца отвечают за надежное соединение цилиндра и поршня. Они обеспечивают надежную герметичность за счет плотного прилегания к стенкам цилиндра, что сопровождается напряженным процессом трения. Для снижения трения используется моторное масло. Для изготовления поршневых колец применяется чугунный сплав.
Количество поршневых колец, которое может быть установлено в поршне зависит от типа используемого двигателя и его назначения. Зачастую устанавливаются системы с одним маслосъемным кольцом и двумя компрессионными кольцами (первым и вторым).
Маслосъемное кольцо и компрессионные кольца
Маслосъемное кольцо обеспечивает своевременное устранение излишков масла с внутренних стенок цилиндра, а компрессионные кольца – предотвращают попадания газов в картер.
Компрессионное кольцо, расположенное первым, принимает большую часть инерционных нагрузок при работе поршня.
Для уменьшения нагрузок во многих двигателях в кольцевой канавке устанавливается стальная вставка, увеличивающая прочность и степень сжатия кольца. Кольца компрессионного типа могут быть выполнены в форме трапеции, бочки, конуса, с вырезом.
Маслосъемное кольцо в большинстве случаев оснащено множеством отверстий для дренажа масла, иногда – пружинным расширителем.
Поршневой палец
Это трубчатая деталь, которая отвечает за надежное соединение поршня с шатуном. Изготавливается из стального сплава. При установке поршневого пальца в бобышках, он плотно закрепляется специальными стопорными кольцами.
Поршень, поршневой палец и кольца вместе создают так называемую поршневую группу двигателя.
Юбка
Направляющая часть поршневого устройства, которая может быть выполнена в форме конуса или бочки. Юбка поршня оснащается двумя бобышками для соединения с поршневым пальцем.
Для уменьшения потерь при трении, на поверхность юбки наносится тонкий слой антифрикционного вещества (зачастую используется графит или дисульфид молибдена). Нижняя часть юбки оснащена маслосъемным кольцом.
Обязательный процесс работы поршневого устройства – это его охлаждение, которое может быть осуществлено следующими методами:
- разбрызгиванием масла через отверстия в шатуне или форсункой;
- движением масла по змеевику в поршневой головке;
- подачей масла в область колец через кольцевой канал;
- масляным туманом
Уплотняющая часть
Уплотняющая часть и днище соединяются в форме головки поршня. В этой части устройства расположены кольца поршня – маслосъемное и компрессионные. Каналы для колец имеют небольшие отверстия, через которые отработанное масло попадает на поршень, а затем стекает в картер двигателя.
В целом поршень двигателя внутреннего сгорания является одной из самых тяжело нагруженных деталей, который подвергается сильным динамическим и одновременно тепловым воздействиям. Это накладывает повышенные требования как к материалам, используемым в производстве поршней, так и к качеству их изготовления.
МАТЕРИАЛЫ ИЗГОТОВЛЕНИЯ
В качестве материала изготовления для цельнолитых поршней используются алюминиевые сплавы. Детали из таких сплавов характеризуются малым весом и хорошей теплопроводностью. Но при этом алюминий не является высокопрочным и жаростойким материалом, что ограничивает использование поршней из него.
Литые поршни изготавливаются и из чугуна. Этот материал прочный и устойчивый к высоким температурам. Недостатком их является значительная масса и слабая теплопроводность, что приводит к сильному нагреву поршней в процессе работы двигателя. Из-за этого их не используют на бензиновых моторах, поскольку высокая температура становится причиной возникновения калильного зажигания (топливовоздушная смесь воспламеняется от контакта с разогретыми поверхностями, а не от искры свечи зажигания).
Конструкция составных поршней позволяет комбинировать между собой указанные материалы. В таких элементах юбка изготавливается из алюминиевых сплавов, что обеспечивает хорошую теплопроводность, а головка – из жаропрочной стали или чугуна.
Но и у элементов составного типа есть недостатки, среди которых:
- возможность использования только в дизельных двигателях;
- больший вес по сравнению с литыми алюминиевыми;
- необходимость использования поршневых колец из жаростойких материалов;
- более высокая цена;
Из-за этих особенностей сфера использования составных поршней ограничена, их применяют только на крупноразмерных дизельных двигателях.
Популярные артикулы
0349402 Поршень 82.51 +0.50 Цена за 1 шт для AUDI 80 / 100 / A4 / A6 / A8 2.8 двигатели AAH 12 / 90-97, MAHLE Original
081PI00104000 Поршень ДВС с кольцами Citroen. Peugeot 1.6 EP6 =77 1.2×1.5×2.0 18.0×43.0 07>, MAHLE Original
0052400 Поршень d92.90×2.5×1.75×1.5 STD Цена за 1 шт., MAHLE Original
99913600 Поршень VW Golf / Caddy 1.4 16V BCA 01 > d76, 5×2, 9×3, 1×2, 6 std, Kolbenschmidt
40385600 поршень Opel Agila / Corsa 1.2i 16V Z12XEP 00> d73, 4×1, 2×1, 2×2 std, Kolbenschmidt
97332610 Поршень ДВС, Kolbenschmidt
97412700 поршень VW LT28-46 2.8TDi 97> d93x2, 5x2x3 std, Kolbenschmidt
94427710 Поршень d79.50×1.75×2.0x3.0 +0.25 Цена за 1 шт, Kolbenschmidt
40388620 Поршень двигателя, Kolbenschmidt
40 355 600 40 355 600 поршень с кольцами STD (x4) Renault Laguna / Scenic 00>, Kolbenschmidt
Как сделать поршень в Майнкрафте?
Доски
Начнем с самого простого, распространенного и немало важного ресурса. Для того чтобы вы беспрепятственно могли сделать поршень, необходимо добыть достаточно досок
Это то, без чего не удастся сделать тот предмет, которому посвящена эта статья. Но, так как доска в вышеозначенной игре ресурс обязательный, который необходим, в основном, в строительстве, проблем быть не должно. При любых манипуляциях с любыми видами дерева, которые одинаковы в своих свойствах, а отличаются только цветом, вы получаете 4 доски за одну единицу. Для создания поршня лучше всего использовать дубовые доски.

Нужно стараться всегда иметь при себе данный ресурс, ведь из него можно сделать деревянные палки, которые необходимы для создания разных предметов в игре Майнкрафте. После появления у вас более, чем достаточного количества данного материала, можно приступить к добыче других, составляющих поршень, ресурсов.
Железо и булыжник
Второй по важности предмет, который помог бы вам скрафтить поршень в Minecraft — это производная камня – булыжник. Также является очень ценным ресурсом
Наверняка, уже понятно, как его добыть: воздействием киркой на любой блок из камня. Однако иногда булыжник может получиться с помощью лавы и воды.
Еще один ресурс, который понадобится для того, чтобы создать поршень – железо. Его нечасто можно получить благодаря природе, т.е. просто найти в чистом виде в пещере, например. Но чаще оно добывается при работе с блоками из железа.

Если для создания поршня вам не хватает только этого ресурса или и вы голову поломали над тем, где его взять – ответ здесь. Вам понадобится не руда, а именно слиток из железа, и чтобы его получить, придется недолгое время потрудиться с железными блоками или убить железного голема. С одного такого персонажа обычно удается добыть 3 до 5 слитков. Стоит отметить, что данный ресурс можно так же получить путем обжига железной руды. Имея эти уже три необходимых компонента для создания поршня, можно приступать к поиску самого труднодоступного ресурса.
Красная пыль
В Майнкрафте так заведено, что для работы практически каждой системы нужен один очень важный ингредиент — красная пыль. Это энергетический ресурс, который обеспечивает функционирование всех игровых механизмов. Нужно будет хорошенько подумать и потрудиться, чтобы найти этот материал, так как без него вы не сможете осуществить никаких манипуляций относительно поршня, и, соответственно, действовать он просто-напросто не будет.
Что же такое красная пыль? Это такой материал, который получается при взаимодействии руды и красных блоков. Это значит, что работая с красной рудой, есть возможность добыть этот энергетический ресурс. Еще один вариант добычи красной пыли – покупка у торговцев или общение с ведьмами.

Если говорить о том, сколько нужно ресурсов в количестве перед тем, как создать поршень в Minecraft, то тут все просто. Из-за трудности добычи красной пыли, ее потребуется всего одна единица, так же как и железных слитков. Так как доски в игре вещь нередкая, то их понадобится 3 штуки. А больше всего потребуется булыжников – целых 4 единицы. Если есть желание попробовать сделать липкий поршень, то придется достать еще немного слизи.
Поздравляем! Теперь, имея достаточно знаний, касающихся поршня, пользователям доступно использовать его по своему усмотрению. Будет очень хорошо, если данная информация поможет вам в будущем умело обращаться со всеми ресурсами, системами и механизмами игры. Будем рады оценке статьи или комментарию! Спасибо за прочтение, удачи!
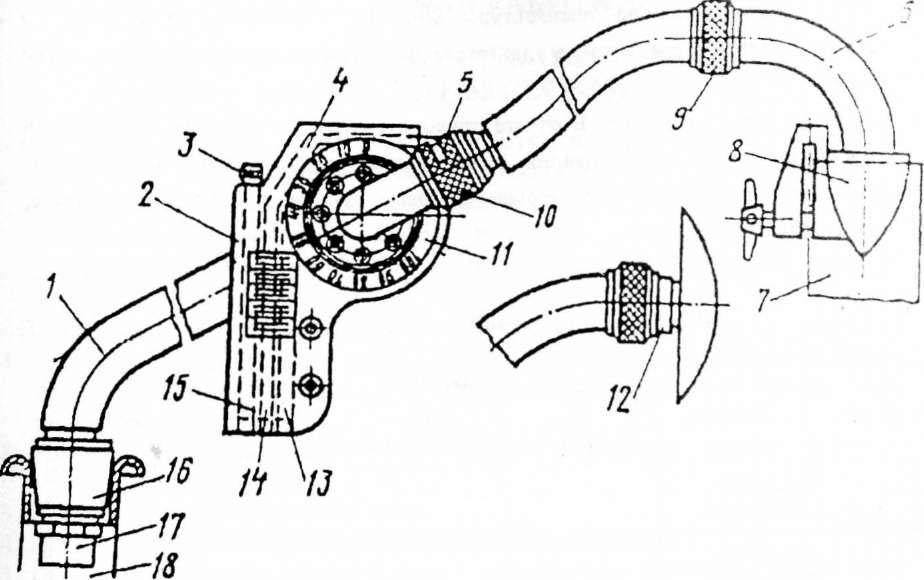
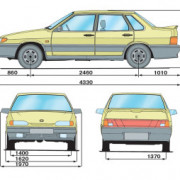
Как выглядит поршень. Конструкция
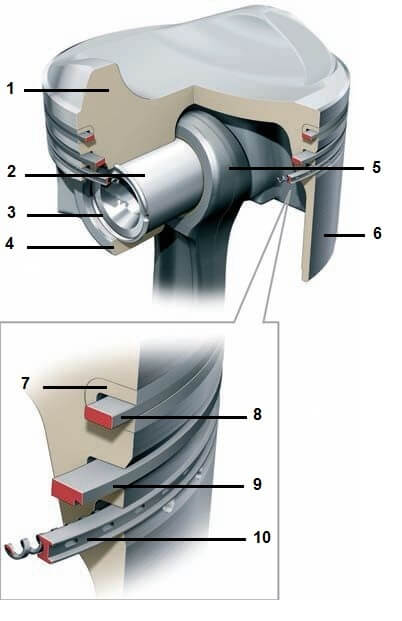 Схема подготовлена по материалам Volkswagen AG
Схема подготовлена по материалам Volkswagen AG
- головка поршня;
- палец;
- стопорное кольцо;
- бобышки;
- головка шатуна;
- юбка; вставка стальная;
- трапециевидноекомпрессионное кольцо;
- коническое с подрезом компрессионное кольцо;
- маслосъемное кольцо с пружинным расширителем
Поршень состоит из днища, уплотняющей части с поршневыми кольцами для создания компрессии и удаления масла, и направляющей части (юбки).
В средней части поршня (зона юбки) находятся бобышки с отверстиями для пальца и стопорных колец.
Рабочее днище
Знаете как выглядит поршень и как называется эта часть? Эта часть детали служит для приема усилия от давления газов в камере сгорания и называется рабочее днище. Ее форма зависит от геометрии этой камеры и размещения клапанов.
В случае, когда днище вогнутое, форма камеры сгорания напоминает сферическую. Это увеличивает ее поверхность, но ведет к возрастанию образования нагара, а прочность вогнутого днища ниже, чем плоского.
Выпуклое днище делает камеру сгорания щелевидной формы, что приводит к ухудшению процесса завихрения смеси и охлаждения самого днища, хотя нагарообразование снижается.
Кроме того, такая форма днища уменьшает массу поршня при достаточной прочности.
Плоское днище по своим показателям промежуточный вариант между двумя предыдущими и чаще используется в карбюраторных двигателях.
В дизельных моторах разнообразие форм днищ еще больше, они изменяются в зависимости от степени сжатия, метода образования смеси, расположения форсунок и многих других факторов.
Уплотнительный сектор
Головка поршня герметизирует подвижное соединение поршня с цилиндром за счёт поршневых колец, которые установлены в специальных канавках.
В верхних канавках вставлены компрессионные кольца, а в нижней – маслосъёмное кольцо.
В канавке для маслосъёмного кольца есть сквозные отверстия, через них происходит отвод излишков масла во внутреннюю полость поршня.
Направляющая юбка, бобышки
Участок поршня, расположенный ниже маслосъемного кольца, называют юбкой поршня, а еще тронковой или направляющей частью.
Ее функция – удержание поршня в нужном направлении и восприятие боковых нагрузок.
С внутренней стороны на юбке есть приливы – бобышки, в них просверлены отверстия для поршневого пальца. А для его фиксации в отверстиях проточены канавки, для запирания пальца стопорными кольцами.
Из какого материала производятся поршни
Возвратно-поступательный поршень крепится поршневым пальцем к шатуну. Он получает механическую энергию от смеси, сгоревшей в цилиндре. Большинство поршней двигателя изготовлено из сплавов алюминия и кремния. К материалам для изготовления поршней предъявляются высокие требования:
- прочность материала при высоких рабочих температурах;
- высокое сопротивление усталости;
- определённая теплопроводность;
- низкий коэффициент теплового расширения;
- низкая удельная масса;
- устойчивость к абразивному износу;
- устойчивость к коррозии.
При производстве поршней делаются два выбора. Первый (габариты) позволяет выбрать поршень, обеспечивающий оптимальный зазор пары поршень-цилиндр. Второй, в зависимости от массы, состоит в подборе такого поршня, чтобы балансировка системы поршень-кривошип была максимально простой.
Фиксированный
Фиксированным называется поршневой палец, который не вращается в одном из соединяемых элементов за счёт установки с тугой посадкой или в верхней головке шатуна или в отверстиях бобышек поршня.
Тугая посадка поршневого пальца в одном из элементов обеспечивает осевую фиксацию пальца.
В старых автомобильных и стационарных двигателях палец в верхней головке шатуна вообще крепился при помощи разрезной втулки и стяжного болта, но в настоящее время в автомобильных двигателях такой способ крепления поршневого пальца не применяется.
Чаще фиксированное соединение обеспечивается в верхней головке шатуна. При этом вращение пальца осуществляется в отверстиях бобышек поршня.
Например, в двигателях автомобилей ВАЗ надёжная фиксация поршневого пальца обеспечивается за счёт установки пальца в верхней (поршневой) головке шатуна с натягом 0,01 ? 0,042 мм. При этом в соединении пальца с бобышками поршня, для обеспечения шарнирного соединения, устанавливается необходимый зазор. Это наиболее дешёвый способ фиксации пальца в массовом производстве. В этом случае во время ремонта двигателя при сборке шатунно-поршневой группы возникает необходимость нагрева шатуна до достаточно высокой температуры. В двигателях с фиксированным поршневым пальцем бронзовая втулка в поршневую головку шатуна не устанавливается.
Заказ и стоимость пальцев
Стоимость изготовления пальцев для спецтехники зависит от:
- Назначение пальца — это влияет на выбор материала и дополнительные обработки;
- Наличия чертежа, образца или эскиза;
- Количества деталей в партии.
Отдельно отметим, что при повторном обращении цена может быть ниже, поскольку у нас уже будет вся проектная документация.
осуществляет полный цикл изготовления деталей: от разработки чертежа и производства прототипа до нанесения защитных покрытий и пленок. Мы можем гарантировать точность обработки изделий на каждом этапе.
Для уточнения подробностей сотрудничества обращайтесь к менеджерам «ФЕРРОПОЛИС». Это можно сделать по телефону или отправить запрос через форму на сайте. В обоих случаях вы получите квалифицированную консультацию и предварительный расчет стоимости вашего заказа.
Материал для изготовления поршневых пальцев
Для изготовления поршневых пальцев применяют в основном сталь 45ХА. После отливки деталь закаливают на 1-1.5 мм глубины. Твердость поверхности должна быть соответствовать определенным нормам. В моторах повышенной мощности применяют для изготовления пальцев применяют более прочные сорта легированной стали.
Установка поршневого пальца
Установка фиксированного поршневого пальца
Для установки фиксированного пальца шатун необходимо нагреть в муфельной электрической печи до температуры 240? С. (При отсутствии муфельной печи шатун часто нагревают на простой электрической плитке). Шатун быстро охлаждается, а палец необходимо в осевом направлении устанавливать очень точно, поэтому делайте это только с применением специального приспособления. Необходимо помнить, что для каждого диаметра поршня существует своё приспособление, хотя все они похожи друг на друга, некоторые размеры приспособлений отличаются, но на глаз это не видно.
Установите палец на приспособление
Принимая все меры предосторожности, извлеките нагретый шатун из муфельной печи шатун и быстро закрепите его в тисках. При помощи специального приспособления вставьте палец в поршень и шатун, строго выполняя указания Руководства по ремонту
Делать всё необходимо быстро, поскольку шатун очень быстро остывает. А после того как шатун остынет, изменить положение пальца не получится.
- Рукоятка приспособления
- Центрирующий фланец пальца
- Устанавливаемый палец
- Направляющая втулка
- Колпачковая гайка
Специальное приспособление для установки поршневого пальца автомобиля ВАЗ.
Установка плавающего поршневого пальца
Для обеспечения необходимого зазора (натяга) в соединении с пальцем, поршни в зависимости от диаметра отверстия под поршневой палец и пальцы в зависимости от наружного диаметра обычно делятся на несколько размерных групп (классов). Группа поршня и пальца обычно отмечаются цветной меткой на внутренней стороне днища или на бобышке поршня. На поршневом пальце цветовая метка обычно наносится на торцевую поверхность.
Если поршневой палец устанавливается в отверстие поршня с натягом. Сначала проверяется зазор в соединении поршневого пальца и шатуна. При комнатной температуре (20? С) смазанный моторным маслом палец должен входить во втулку верхней головки шатуны под усилием большого пальца.
Проверив цветовые метки на поршне и пальце, нагреваем поршень в ванне с горячей водой, в которой поддерживается температура 60? ? 85? С. Смазанный моторным маслом палец должен легко входить в отверстие поршня. После остывания палец должен быть неподвижным или вращаться с усилием в бобышке поршня, но легко вращаться во втулке верхней головки шатуна.
Некоторые производители рекомендуют снимать и устанавливать поршневой палец при помощи специального приспособления.
Иногда поршневой палец устанавливается с установленным зазором и во втулку верхней головки шатуна и в отверстия бобышек поршня. В этом случае нагревать поршень нет необходимости, и палец легко вращается при комнатной температуре и в верхней головке шатуна и в бобышках поршня.
Всегда применяйте только новые стопорные кольца поршневого пальца и устанавливайте стопорные кольца в строгом соответствии с руководством по ремонту. Направление зазоров стопорных колец, чаще всего, должны быть направлены в сторону нижней части поршня.
Ремонтный комплект, состоящий из поршня, подобранного к поршню поршневого пальца и плоских стопорных колец.
Ремонтный комплект, состоящий из поршней, поршневых пальцев, поршневых колец и круглых стопорных колец.
Плоские стопорные кольца поршневого пальца
Плавающий поршневой палец с комплектом круглых стопорных колец
В любом случае перед установкой поршневого пальца внимательно ознакомьтесь с руководством по ремонту ремонтируемого автомобиля.
Смазка поршневого пальца
Работающий под большой механической и термической нагрузкой поршневой палец должен получать необходимую смазку. Плавающий поршневой палец в соединении с поршневой головкой шатуна смазывается через отверстие в головке шатуна и бронзовой втулке. Масло в это отверстие поступает из внутренней полости поршня, куда оно вбрызгивается масляной форсункой или поступает через отверстия в поршне от маслосъёмных колец.
Название
По мнению А. И. Соболевского (1914), слово «поршни» происходит из порчни от др.-рус. пъртъ — «лоскут». И. С. Вахрос (1959) оспаривает этимологию Соболевского и сближает поршень, др.-рус. поръшьнь, мн. поръшьни с русским диалектным порхлый — «порошливый, рыхлый, мягкий», поскольку такова была кожа, из которой они делались, откуда реконструирует ст.‑слав. *пършьнь. В Древней Руси такая обувь называлась прабошни черевьи или черевья, а в Российской империи также была известна как порушни, постолы, кожанцы, калиги.
Одно из письменных упоминаний имеется в Лаврентьевской летописи под 1074 годом, посвящённое черноризцу Исакию: «И на заутренюю ходя преже всихъ, и стояше крѣпко и неподвижно. Егда же приспѣяше зима и мрази лютии, и сьтояше вь прабошняхъ, вь черевьихъ и вь протоптаныхъ, яко примѣрьзняше нози его кь камени, и не двигняше ногами, дондеже отпояху заутренюю».
Обозначение и параметры поршневых ДВС
В практике приходится иметь дело с цифро-буквенным обозначением двигателей. Для поршневых оно (в России) стандартизовано по ГОСТ 10150-2014 в рамках межгосударственного стандарта обозначений и терминов.
Например, обозначение 6Ч15/18 указывает на 6-цилиндровый четырёхтактный двигатель с диаметром поршней 15 см и ходом 18 см, 12ДКРН20/30 — на 12-цилиндровый двухтактный крейцкопфный реверсивный с наддувом, диаметр поршней 20 см и ходом 30 см (примеры условны).
Стандартами определяются также технические условия (температура воздуха, атмосферное давление и влажность, вид топлива, потребление мощности внешними агрегатами) для испытаний ДВС, например, на мощность. Поскольку условия такие в разных странах отличаются, то и заявленная производителем мощность может отличаться по локальным стандартам в ту или иную сторону (ввиду разброса размеров деталей, например, системы газораспределения, мощность двигателей всегда имеет естественный заводской разброс; у двухтактных ДВС, ввиду большего влияния этой системы на мощность, такой разброс выше).
Существует, например, понятие «мощность брутто» и «мощность нетто» (SAE). Первая указывает на мощность, снимаемую с вала, без привода помпы, генератора и вентилятора и снятым воздухоочистителем, вторая — со всеми этими агрегатами. До 1971 года автопроизводители (в рекламных целях) указывали в характеристиках двигателя мощность брутто, которая больше примерно на 20%. Это относилось и к таким советским двигателям как ГАЗ-24, Москвич-412. Однако и позднее были «рецидивы» внесения в характеристики мощности брутто (ЗМЗ-406 с заявленной мощностью 150 л.с.).
Виды ГРМ
Существуют следующие виды газораспределительных механизмов: нижнеклапанный ГРМ и верхнеклапанный ГРМ. Сегодня, на современных автомобилях, используются только верхнеклапанные ГРМ, когда клапаны располагаются в головке цилиндров.
Клапан удерживается в закрытом состоянии с помощью клапанной пружины, а открывается при нажатии на стержень клапана. Клапанные пружины должны иметь определенную жесткость (оптимальную, чтобы не увеличивать ударную нагрузку на седло клапана) для гарантированного закрытия клапана во время работы.
Чтобы снизить потери на трение в ГРМ применяют ролики, которые установлены на рычагах и толкателях привода клапанов. Применение роликов в клапанном механизме заменяет трение скольжения, на трение качение, что значительно уменьшает потери на привод клапанов.
При открытии впускного клапана проходит топливно-воздушная смесь (или воздух) наполняя цилиндр двигателя. Чем больше площадь проходного сечения, тем полнее заполнится цилиндр, что приводит к повышению выходных показателей цилиндра при рабочем ходе. Для улучшения очистки цилиндров от продуктов сгорания увеличивают диаметр тарелки выпускного клапана. Правда, размеры тарелок клапанов ограничены размером камеры сгорания, выполненной в головке цилиндров. Многое также зависит от регулировки клапанов.
Применение четырех клапанов на цилиндр началось еще в 1912 г. на двигателе автомобиля PeugeotGranPrix. Широкое использование такой схемы в серийном производстве легковых автомобилях началось только в конце 1970-х гг. Сегодня ГРМ с четырьмя клапанами на цилиндр стали практически стандартными для двигателей европейских и японских легковых автомобилей.
Mercedes выпускает двигатели, которые имеют по три клапана на цилиндр, два впускных и один выпускной, с двумя свечами зажигания (по одной с каждой стороны от выпускного клапана).
Что скажут металурги
Так как деталь работает в невыносимых условиях, то к металлам, для его изготовления, предъявляются достаточно жесткие требования:
- для уменьшения инерционных нагрузок у материала должен бить малый удельный вес при достаточной прочности;
- малый коэффициент температурного расширения;
- сохранение физических свойств (прочность) при повышенных температурах;
- значительная теплопроводность и теплоёмкость;
- минимальный коэффициент трения в паре с материалом стенки цилиндра;
- значительная сопротивляемость износу;
- отсутствие усталостного разрушения материала под воздействием нагрузок;
- низкая цена, общедоступность и легкость механической и других видов обработки в процессе производства.
Понятно, что металла, полностью соответствующего перечисленным требованиям, просто не существует.
Поэтому для массовых автомобильных двигателей поршни изготавливаются в основном из двух материалов – чугуна и сплавов алюминия, а если быть точным, то из силуминовых сплавов, содержащих алюминий и кремний.
Чугунный вариант
У чугуна много плюсов, он твёрд, хорошо переносит повышенные температуры, отличается оптимальной сопротивляемостью к износу, имеет низкий коэффициент трения (пара чугун – чугун). И коэффициент температурного расширения у него ниже чем у алюминиевого поршня.
Но есть и недостатки: низкая теплопроводность, из-за чего температура днища у чугунного поршня больше чем у алюминиевого аналога.
Но основной недостаток чугуна ‒ значительная плотность, а значит вес. Для увеличения мощности и эффективности двигателя конструкторы обычно повышают обороты, но тяжелые чугунные поршни не позволяют это делать по причине высоких инерционных нагрузок.
Поэтому для современных автомобильных двигателей, как бензиновых, так и дизельных, отливают алюминиевые поршни.
Алюминиевый вариант
Алюминий имеет значительно меньший вес нежели чугун, но так как он мягче, толщину стенок поршня приходится увеличивать, в результате вес поршня становится легче всего лишь на 30 – 40 процентов по отношению к чугунному.
Коме того у алюминия повышенный температурный коэффициент расширения, поэтому в тело детали приходится вплавлять термостабилизирующие пластины из стали, и делать увеличенные зазоры.
У алюминия довольно малый коэффициент трения (пара: алюминий – чугун), что хорошо для работы алюминиевых поршней в двигателях с чугунным блоком цилиндров или чугунными гильзами.
А чтобы уменьшить трение в паре алюминий – алюминий, проводится железнение поверхности юбки. Таким образом отказ от чугунных гильз намного снижает вес блока цилиндров.
В кремнеалюминиевые сплавы, из которых делают поршни основной массы автомобильных двигателей, для улучшения показателей добавляют медь, никель и другие металлы.
Поршни серийных автомобилей производятся методом литья, а на форсированных двигателях применяют изделия, изготовленные методом горячей штамповки. Это улучшает структуру материала ‒ увеличивается прочность и устойчивость к износу. Правда, в штампованный вариант невозможно вмонтировать стальные терморегулирующие пластины.
Вот пожалуй и всё. Вами получен необходимый минимум знаний, как выглядит поршень, его конструкции и условиях работы.
Осталось поделится этой информацией с друзьями в соц.сетях, пригласить их на рюмочку чая и в домашней, непринужденной обстановке пригласить их пополнить ряды читателей нашего блога.
А еще вам будет интересно знать про Шатун и Коленчатый вал. Дерзайте, жмите на ссылку!
До новых встреч, друзья!
Ресурс поршня
Две основные проблемы, решаемые в поршневых ДВС: износ и прогар поршня. Износные явления проявляются как увеличение зазора между юбкой и цилиндром, износ верхней поршневой канавки, задир юбки. Наблюдаемое также появление трещин и разрушение перегородок между кольцами имеют обычно те же причины, что и у прогара.
Для устранения первой организуют принудительное (обычно масляное) охлаждение поршня, повышают твёрдость увеличением доли кремния, используют надёжные воздухоочистители для уменьшения абразивного износа, изменяют параметры цикла двигателя для снижения температуры поршня в центре и районе верхнего кольца (напр., увеличивают коэффициент избытка воздуха или увеличивают перекрытие клапанов в наддувных дизелях), применяют вставки под верхнее кольцо, качественные поршневые кольца для хорошего прилегания сразу после обкатки, ускоряют заводскую обкатку применением специальных масел, повышают качество моторных масел для устранения закоксовывания колец и надёжной отдачи тепла от днища, иногда — используют покрытия для поршня или композитные материалы. В японской практике были варианты пластмассовых поршней с покрытием керамикой. Для продления ресурса применяют антифрикционное покрытие направляющей и даже жаровой поверхности поршня. Ускоренный или аварийный износ контрафактных поршней вызывается нарушением размеров и/или качества поковки/отливки, её материала. Погиб шатуна, перекос гильзы или её посадочного гнезда ведёт к быстрому задиру поршня. В двухтактных ДВС причиной заклинивания может быть нехватка масла в топливе.
Прогар поршня может вызываться конструктивными или эксплуатационными причинами. В первом случае превышена расчётная допустимая температура днища, и все двигатели этой модели будут быстро выходить из строя (возможна другая причина — контрафактные поршни: они не могут выдержать нагрузок). Для устранения опасности прогара в этих случаях применяют снижение механических напряжений и температуры поршня (увеличение оребрения, охлаждение, снижение теплоотдачи в поршень изменением параметров цикла). Для снижения температуры сгорания может применяться даже подача воды в цилиндр.
Эксплуатационными причинами прогара могут быть: нарушение угла опережения впрыска/зажигания, отказ (заклинивание) форсунки, детонация (бензиновые), чрезмерная форсировка, общий перегрев из-за отказа термостата, потери тосола, зажатых клапанов, бензина с низким октановым числом, вызывающим детонацию, длительное калильное зажигание. Это приводит к превышению температуры днища и возможному его прогару. При детонационном сгорании, кроме того, может возникать выкрашивание поверхности, ведущее к дальнейшему её развитию, прогару поршня или вылому перегородок между кольцами, поломке колец. Следовательно, необходимо соблюдать инструкцию — применять нужное топливо, правильно выставлять угол опережения зажигания/впрыска, немедленно прекращать работу неисправного дизеля со стучащей форсункой, или перегретого мотора. Высококачественные форсунки и другие дозирующие элементы топливной аппаратуры продлевают ресурс поршней.