Сварка и пайка силумина
Содержание:
Возможно ли проведение сварки силумина в домашних условиях

Силумин представляет собой сплав на основе алюминия, который используется для изготовления деталей. При обработке этого материала следует учитывать некоторые особенности. Например, сварка силумина похожа на работу с алюминием, однако этот процесс считается более энергозатратным.
Техника
На производстве, в частных мастерских и автосервисах мастера часто задаются вопросом о том, как сварить силумин. Для соединения деталей из этого материала применяется аргонодуговая сварка.
Технология представляет собой сваривание неплавящимся электродом.
Чтобы сделать надёжное соединение, используется специальная силуминовая проволока, которая выступает в качестве присадочного материала.
Перед использованием сварочного оборудования следует провести подготовку детали. Необходимо снять оксидную пленку, образующуюся на поверхности материала. Для этого используют наждачную бумагу, щётку или пескоструйный аппарат. Для химической обработки используют растворитель.
Какое оборудование необходимо?
Прежде чем приступать к сварочным работам следует подготовить оборудование
Для соединения силуминовых заготовок важно подобрать качественный аппарат. Сварочный трансформатор для этого не подойдёт
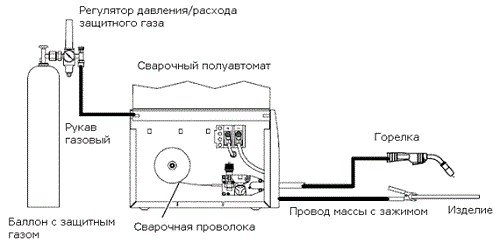
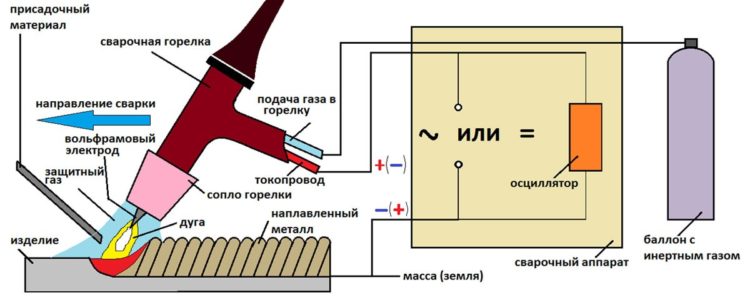
Нужен инверторный аппарат и газовый баллон. Помимо них применяют: вольфрамовые электроды, специальная горелка и осциллятор.
Сваривать силуминовые детали можно полуавтоматом. Проволока подаётся под защитой инертных газов
При использовании полуавтомата важно учитывать некоторые особенности:
- Если постоянный ток имеет минусовую полярность на электроде, качественный шов сделать не получится.
- Чтобы соединяющая проволока не путалась при подаче, используют инструмент, оснащенный 4 роликами.
Преимущества и недостатки
У сварки силумина есть определённые преимущества и недостатки.
Сильные стороны:
- Деформация заготовки практически отсутствует благодаря малой области обработки.
- Аргон защищает обрабатываемую поверхность от попадания кислорода.
- Высокая скорость выполнения работ.
- С помощью этой технологии можно соединять конструкции, которые не поддаются другим методам сваривания.
Слабые стороны:
- При работе на улице сильный ветер будет мешать проведению работ.
- Если при создании дуги используется мощная токовая сила необходима дополнительная система охлаждения.
- Оборудование, используемое для соединения силумина, очень дорого стоит.
- Для работы с инструментами и создания качественного шва нужно обладать практическими навыками.
Требования
Заварить шов, используя сварочное оборудование, можно соблюдая определенные требования:
- Нельзя прикасаться электродом к обрабатываемой поверхности при зажигании дуги.
- Перед тем как подавать газ следует разогреть сопло горелки. Спустя 15 секунд можно открывать вентиль с газом.
- После прекращения подачи электричества на электрод следует подождать 10 секунд и только после этого перекрывать газовый вентиль.
Если работы проводятся дома, можно использовать плавящийся, а не вольфрамовый электрод.
Можно ли выполнять сварку такого типа дома?
Иногда необходимо провести сварку силумина в домашних условиях. Этапы проведения:
- Подготовить помещение, рабочее место и оборудование. При сварке аргоном нужно позаботиться о хорошей системе вентиляции. Для проведения работ подойдёт металлический стол.
- Чтобы соединить детали из силумина, нужно использовать плавящиеся электроды.
- Заготовки разогреваются до температуры в 300 градусов. Электроды нужно нагреть до 150 градусов.
Шов можно сделать плавкими электродами
Важно, чтобы они состояли из стержня силумина, который покрывается щелочно-солевым раствором. При проведении сварочных работ будет выделяться большое количество шлака
Его следует быстро убрать с поверхности заготовки.
Этапы сварки
Чтобы сделать качественное соединение силумина, сварка должна выполняться со строгим соблюдением технологии. Этапы:
- После зажжения дуги и включения газа в рабочую зона начинается подаваться проволока. Она расплавляется и создаёт качественное соединение деталей.
- При подаче проволоки её держат под углом перед соплом горелки.
- Проволоку нужно подавать медленно. Иначе расплавленные металл будет разбрызгиваться по сторонам и качество шва ухудшается.
При использовании присадочного стержня нельзя выставлять его поперек или делать большие отклонения в стороны.Сварка силумина, сварка дюраль электродом
Силумин как один из свариваемых материалов
Силумин – это сплав, в основе которого (более 90% химического состава) лежит алюминий. Остальные 10% приходятся на кремний. Последний добавляется для того, чтобы повысить прочность итогового сплава, что позволяет использовать его более широко. В некоторых случаях в состав сплава могут входить медь, железо, марганец и цинк. В случае если в составе силумина цинк присутствует в достаточных значениях, данный сплав следует относить к литейным маркам сплава, что позволяет говорить о возможности его сварки при наличии острой необходимости в таком действии.
Еще одним ключевым свойством силумина является его пластичность, что позволяет изготавливать из данного металла большое количество различных сложных по своей форме деталей, так как он достаточно легко льется, что позволяет ему качественно заполнять искомые формы.
Сварка плавящимся электродом
Второй способ соединения деталей при помощи плавящего электрода. Подготовка деталей осуществляется по такому же принципу, что и в предыдущем способе.

В этом случае используют электроды, покрытые щелочной оболочкой, с силуминовой сердцевиной. Качество такой сварки значительно ниже, чем аргоном.
Процесс происходит так:
- Свариваемую зону прогревают горелкой или паяльной лампой до температуры 250-300 градусов.
- Электроды тоже подвергаются нагреванию до температуры 150 градусов.
- Во время сваривания деталей на шве от электрода появляется шлак, его необходимо полностью счищать.
Смотрите видео, соединение алюминия электродом:
Чем спаять?
Пайку силумина можно произвести газовой горелкой или паяльником с мощным жалом. Запаивают детали, предварительно очистив и обезжирив поверхность.
Для разрушения оксидной пленки используют флюс Castolin 190 Flux и другие.
Смотрите видео по теме, припой HTS-2000 пайка алюминия без флюса:
На этом видео, показан крутой способ пайки алюминия паяльником:
https://youtube.com/watch?v=h3cG-mj0Aag
Наименее эффективный способ сваривания деталей происходит с помощью холодной сварки. Окончательный результат такого способа зависит от качества обработки поверхности склейки.
Можно ли заварить холодной сваркой крупные трещины? Нет, такой способ применяется только для микротрещин в деталях.
Заключение
Сварка силумина – процесс трудоемкий, требующий навыков и умений в этом деле. Правильно выполнить процесс поможет изучение свойств, технологий, принципов работы с ним. А также разобраться в вопросе, чем варить силумин в зависимости от проблемы.
Выполнив все эти условия, отремонтировать детали из силумина сможет даже начинающий мастер.
Сварка силумина сопряжена с некоторыми трудностями. В первую очередь, сварке поддается только силумин литейных марок, в состав которого входит цинк. Во-вторых, сварка этого материала в отличие от алюминия более ресурсозатратна.

Силумин – это двухкомпонентный сплав, в составе которого кроме алюминия и кремния присутствуют медь, железо, марганец и прочие элементы. Из него изготавливаются различные изделия методом литья. Хорошие литейные свойства позволяют получать тонкостенные или сложной конфигурации детали, к которым предъявляются повышенные прочностные требования.
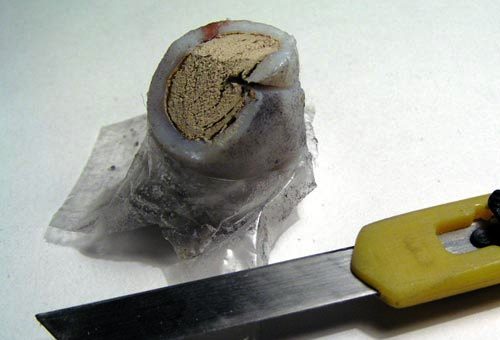
Сломанное изделие из силумина легко узнать. На его сколе четко выделяются крупицы. На практике обычно ремонтом не занимаются. Но если возникает острая необходимость, то соединить детали можно несколькими способами: сваркой, пайкой и склеиванием.
Техника безопасности
Работа с силумином сопряжена с обычными для любой сварки травматическими факторами:
- электрический ток;
- высокая температура;
- выделение вредных веществ в виде газов и аэрозолей;
- световое и УФ излучение.
Кроме того, силумин содержит ряд примесей, в частности цинк, пары соединений которых более токсичны чем при сварке стали.
Для предотвращения вреда здоровью варить необходимо в проветриваемом помещении. Сварщик должен быть обеспечен обычным набором средств индивидуальной защиты: сварочная маска, перчатки, одежда, обувь.
При работе в замкнутом пространстве, при невозможности проветривания используют изолированный противогаз.
И в завершение, интересное видео о сварке алюминиевых сплавов: https://www.youtube.com/watch?v=RYUWM5bJAyY
Выполняем сварку силумина
Сварка материала силумина на первый взгляд представляет собой несложный способ соединения изделий, но в действительности может сопровождаться множеством трудностей. В процессе сварки происходит нагревание сплава до высоких температур, что значительно уменьшает возможность соединения заготовок из силумина. Поэтому в процессе сварки используется аргон, предупреждающий процедуру окисления. Соответственно, сплав восстанавливается лучше.
Силумин – сплав кремния и алюминия. Он предназначен для изготовления деталей сложной формы. Этот сплав отличается высокими механическими, литейными характеристиками.
Техника сварки силумина
Для соединения деталей из силумина возможно использование аргонодуговой методики сваривания. Оборудование включает инвертор, газовый баллон, горелку специального образца, осциллятор, неплавящиеся вольфрамовые электроды. Дополнительно, как присадочный материал, используется силуминовая проволока.
Силуминовые изделия перед соединением подвергаются предварительной подготовке.
- В первую очередь устраняется оксидная пленка. Кромки соединяемых образцов зачищаются наждачной бумагой, специальной пескоструйной установкой, щеткой по металлу, прочими инструментами.
- После этого поверхности изделий подвергаются химической обработке, для чего можно использовать бензин, любой растворитель. При использовании для этих целей раствора каустической соды заготовки необходимо обязательно промыть напором чистой воды.
Как происходит сварочный процесс?
Сварочные работы осуществляются с использованием короткой дуги на обратной полярности. В данном случае металл будет лучше проплавляться.
- В сварочную зону подается присадочная проволока, где осуществляется ее расплавление, соединение с металлом изделия. В конечном итоге формируется жидкая однородная масса, которая после охлаждения становится монолитной.
- Нельзя быстро подавать в сварочную ванну присадку, так как раскаленный металл будет разбрызгиваться, и в результате качество соединения будет низким.
- Подача проволоки производится под углом перед горелкой, при этом движения должны осуществляться равномерно вдоль шовного соединения.
- Нельзя передвигать присадочный стержень поперек, отклонять в стороны.
Основные требования
Остальные требования аналогичны, как при соединении алюминиевых образцов.
- Поджигая электрод, запрещено касаться соединяемых изделий из металла.
- Подача газа осуществляется спустя пятнадцать секунд после поджога электрода. Это предоставит возможность разогреть пространство сопла горелки.
- При завершении сварочных работ подачу газа прекращать нельзя. Это действие нужно выполнить спустя десять секунд после прекращения подачи на электрод электрического тока. Это даст возможность металлу сварного шва остывать равномерно.
Можно ли выполнять сварочные работы такого типа в бытовых условиях?
В бытовых условиях сварка силумина может осуществляться с помощью плавящихся электродов, но существуют некоторые нюансы.
- Обязательно проводится предварительная подготовка соединяемых элементов конструкции.
- Материалы подвергаются предварительному нагреванию до температуры 250-300 градусов.
- Электроды разогреваются до 150 градусов.
- Небольшая область разогрева силумина, в результате чего деформация изделий полностью исключается.
- Аргон характеризуется большим удельным весом в отличие от воздуха. Поэтому он предупреждает попадание из воздуха на свариваемые поверхности кислорода.
- Повышенная скорость выполнения сварочных работ за счет тепловой энергии сварной дуги.
- Общедоступная методика соединения образцов из силумина.
- Возможность сваривания элементов конструкций, которые нельзя заварить, используя другие техники сварки.
Недостатки
- Защита швов при сильном ветре существенно снижается, так как его интенсивный поток будет просто сдувать напор газа.
- При использовании для сварочной дуги высоких значений токовой силы требуется дополнительное охлаждение.
- Для произведения работ требуется достаточно сложное оснащение.
- Настройки оборудования сопровождаются некоторыми трудностями.
Техника безопасности
- При выполнение сварочных работ обязательное применение средств индивидуальной защиты: маски, перчаток, обуви с прорезиненной подошвой, полотна из асбестового, брезентового материала, стального листа.
- Все токопроводящие элементы должны быть надежно заизолированы.
- Запрещено осуществлять сварочные работы в помещениях, в которых находятся легковоспламеняющиеся жидкости, различного рода предметы.
Сергей Одинцов
Характеристики популярных марок
Существует несколько клеевых составов, которые позволяют качественно, прочно и надежно соединить алюминий с алюминием или другими материалами:
- Mastix. Смесь подходит не только для склейки алюминиевых поверхностей, но и для герметизации соединений. А также для ремонта изделий, изготовленных из черных и цветных металлов. Состав позволяет качественно склеить детали при невысокой температуре окружающей среды, его рабочий в диапазон — от –50 до +145° С. Кроме того, Mastix надежно и быстро скрепляет влажные поверхности. Средняя стоимость флакона в 50 г составляет 30 рублей.
- Cosmopur 819 представляет собой полиуретановый материал, позволяющий прочно и надежно склеить алюминий с алюминием благодаря созданию вязкого шва между поверхностями. Превосходно подойдет для ликвидации зазоров, вклеивания уголков. Cosmopur 819 чаще всего используется для соединения деталей конструкций. Цена за 300 мл приблизительно 500 рублей.
- ASTROhimACE-9305 — это холодная сварка, позволяющая моментально ликвидировать различные поломки. Клей качественно соединяет поверхности из алюминия и его сплавов при температуре от –50 до +145° С. Состав чаще всего применяется для восстановления сломанных фрагментов деталей, например, резьбы. Одна упаковка в среднем стоит 80 рублей.
- «Эпокси металл Момент» — двухкомпонентный клей, надежно фиксирует между собой не только алюминиевые поверхности, но и комбинации других металлов с деревом, мрамором, стеклом. Состав эффективно устраняет зазоры и трещины. Цена за упаковку объемом 50 мл составляет примерно 350 рублей.
- Abro Steelпредставляет собой универсальную холодную сварку от одноименного американского производителя. Служит оптимальным вариантом для ремонта санитарно-технического бытового оборудования, баков для хранения жидкостей, так как обеспечивает безупречную герметичность. При помощи состава соединяют металл, дерево, керамику, а также между собой материалы разных типов. Клей отличается высокой чувствительностью к чистоте скрепляемых участков. Если хранение было неправильным, то состав невозможно будет использовать по назначению. Цена — приблизительно 150 рублей за 57 граммов.
- PERMATEX Cold Weld — двухкомпонентный термостойкий клей на основе эпоксидной смолы, очень быстро застывает, пожаробезопасный, превосходно склеивает различные материалы, в том числе и алюминий. Полимеризация состава происходит в течение 15 минут, материал выдерживает продолжительный нагрев до +149° С, кратковременный — до +177°. Формирующийся шов, очень устойчив к нагрузкам на сдвиг и отрыв. Стоимость упаковки 56 г составляет около 300 рублей.
- «Титан» — отличается невысокой стоимостью и устойчивостью к любым механическим нагрузкам. Флакон объемом 310 мл стоит около 250 рублей.
-
WURTH Liqu >
COSMO PU-200.280
Технология сварки алюминия инвертором
Перед началом сварки алюминия в домашних условиях нужно обработать место соединения:
- Если толщина деталей больше 5 мм, с кромок снимаются фаски под углом 45 — 60⁰. Чем толще металл, тем больше скос.
- Заготовки на расстоянии 2 — 3 см от стыка очищаются металлической щеткой от оксидной пленки и обезжириваются растворителем.
- Рекомендуется предварительный нагрев деталей до 400⁰C.
- Для предотвращения деформации, при усадке алюминиевые заготовки в зависимости от толщины размещают с зазором 1 — 2,5 мм между ними.
- Если детали тоньше 5 мм, под них подкладывают графитовые или керамические пластины, чтобы расплавленный металл не протекал на обратную сторону.
Сварка плавящимися электродами с покрытием выполняется постоянным током с плюсом на держателе, а вольфрамовыми — переменным. Чтобы шов по всей длине был одинаковой ширины, заготовки сначала прихватываются с обеих сторон. Диаметр электрода и ток в зависимости от толщины алюминия определяются по таблице:
|
Толщина металла, мм |
Величина тока, А | Диаметр электрода, мм |
|
2 |
50 — 60 |
2,5 |
|
3 — 4 |
80 — 90 |
3,2 |
| 5 — 6 | 90 — 140 |
4 |
При ведении сварки плавящимся электродом его располагают под углом 90⁰, стараясь держать как можно более короткую дугу. После завершения со шва оббивают шлак. О качестве судят по отсутствию пор и непроваров. Толстые заготовки свариваются в несколько проходов с удалением шлака с каждого шва. Скорость сгорания алюминиевых электродов выше, чем у стальных аналогов, поэтому вести их надо быстрей.
Аргонодуговая сварка выполняется горелкой с электродом расположенным под углом 70 — 80⁰ к стыку. Чтобы металл не разбрызгивался, присадочная проволока подается плавно без рывков. Ее ведут впереди электрода под углом 15⁰. Расход аргона в зависимости от толщины заготовок настраивается в пределах 6 — 12 л/мин. При работе с инверторным полуавтоматом скорость подачи проволоки устанавливается 2,5 — 3 м/мин. Расход газа настраивается на уровне 5 — 10 л/мин.
Новичкам только что узнавшим как сваривается алюминий инвертором не стоит сразу браться за чистовую работу. Без опыта и навыков ничего хорошего не получится. Для их наработки придется сначала потренироваться на ненужных заготовках. Желательно под руководством опытного сварщика.
Технология сварки силумина
Соединение можно сделать двумя способами:
- с помощью плавящихся электродов, такой сваркой заделывают детали, работающие на сжатие;
- используя присадочную проволоку.
Прежде, чем сварить силумин, необходимо:
- зачистить стык до зеркального блеска;
- снять оксидную пленку растворителем или бензином, работать надо в перчатках, чтобы не оставлять потожировых следов.
Аргонодуговая сварка силумина
Для работы нужно подготовить:
- инвертор сварочный на 220В или 380 В (сила тока зависит от толщины ремонтируемого участка);
- осциллятор, подающий напряжение на электрод, он нужен для создания дуги;
- комплект газового оборудования;
- горелка;
- баллон с защитным газом;
- присадочный пруток.
У сварки силумина аргоном есть ряд особенностей:
- Полярность должна быть обратная, к электроду подводится плюсовой контакт. Это необходимо для ионизации аргона, повышении его электропроводности.
- Аргон должен поступать в рабочую зону только после розжига. Шов нужно охлаждать в защитной атмосфере не меньше 10 секунд, пока верхний слой металла не схватится.
- Присадка вводится перед горелкой, со средней скоростью, под углом к электроду и диску. При быстрой подаче образуется много искр.
- Электрод нужен для создания дуги, ближе, чем на 2,5 мм его к металлу не приближают.
- Плавное движение горелки и прутка должны совпадать.
- Диаметр присадочной проволоки всегда меньше размера электрода.
Под воздействием дуги присадка и кромки образуют однородный сплав
Важно поддерживать защитную атмосферу, следить, чтобы аргон не сдувало. Без него сразу начинается процесс окисления
Сварка плавящимся электродом
Имея трансформатор или выпрямитель, заварить деталь можно плавящимся электродом ОК 96.50 – стержня из силумина, покрытого щелочной обмазкой. Перед работой его нагревают до 150°С. Восстанавливаемую зону детали тоже необходимо прогреть паяльной лампой или газовой горелкой до 300°С (на металле появятся темные пятна побежалости, если они желто-коричневые – температура 250°С). При этой же температуре делается наплавка. При такой сварке силумина в домашних условиях прочного шва не получится, частички шлака, а его при работе с плавящимся электродом образуется много, неизбежно остаются в расплаве.
Технология аргонодуговой сварки
Общий процесс аргонодуговой сварки, выполняемой в отношении деталей из силумина, следует разделить на три больших этапа:
- подготовительный;
- этап сварки;
- этап завершающей обработки.
Подготовительный этап
На подготовительном этапе сварщику необходимо выполнить следующие действия:
- зачистить кромки свариваемых деталей с использованием любого доступного механического способа;
- обработать зачищенные кромки специализированными химическими составами с целью обезжиривания и полного удаления возможных окислов металлов.
Этап сварки
Сварочный этап состоит из следующих шагов:
- подсоединение инвертора. Его лучше подключать с обратной полярностью, так как это позволит добиться лучшего качества сварки. В том случае, если подключить инвертор, соблюдая прямую полярность, происходит процесс ионизации газа, в результате чего образуется плазма, которая режет, а не плавит силумин в сварочной зоне;
- электрод, произведенный из вольфрама, необходимо подвести к свариваемой поверхности из сварочной горелки на расстояние не более 2,5 мм, однако, не допуская касания его до поверхности свариваемых деталей;
- подача аргона начинает осуществляться не ранее, чем через 15 секунд после появления сварочной дуги, так как это позволит обеспечить максимально качественный прогрев элементов, подлежащих сварке;
- сварочная ванна заполняется путем введения силуминового прутка или проволоки. Механизм подачи выглядит следующим образом: сам пруток или проволока подается под небольшим углом к сварочной ванне и электроду, а скорость подачи должна быть установлена в зависимости от опыта работы сварщика, так как неоправданно высокая скорость подачи может негативным образом сказаться на качестве сварного шва из-за высокой степени разбрызгивания металла;
- присадка (проволока или пруток) вводятся перед горелкой в соответствии с путем ее движения и перемещается только вдоль шва;
- после завершения работы дуги (ее горения) аргон должен подаваться в течение не менее 10 секунд, так как это позволит дать металлу немного остыть, что позволяет минимизировать риск возникновения трещин и окислов тугоплавкого типа.
Завершающая обработка
Этап завершающей обработки предусматривает проверку соединения после завершения сварочного процесса на наличие трещин или непроваров, так как в случае их выявления может потребоваться повторная обработка соединения с целью упрочнения шва.
В том случае, если были допущены технологические ошибки, может потребоваться разъединение только что сваренных деталей с последующим повторением всего процесса.
Технология пайки силумина
Сварка силумина осуществляется методом аргонодугового сваривания с помощью аппарата, в конструкцию которого входят инвертор, баллон с защитным газом, горелка, осциллятор, не плавящиеся электроды из вольфрама. В работе задействуется особая, а именно силуминовая проволока.
Сварка силуминовых конструкций сопряжена с определенными трудностями:
- сваривать можно лишь те детали, которые изготовлены из силумина литейных марок, так как в их состав входит цинк;
- проведения сварных операций с таким металлом отличается высокой ресурсозатратностью.
 Процесс аргоно-дуговой сварки силумина.
Процесс аргоно-дуговой сварки силумина.
Технология аргонодуговой сварки предусматривает определенные подготовительные работы, без проведения которых сварные швы редко получаются качественными.
Такие операции позволят устранить оксидную пленку, для чего кромки соединяемых деталей нужно зачистить наждачкой. Также подойдет специальная пескоструйная машина или самодельная щетка по металлу.
Далее поверхности подвергают химической обработке с помощью бензина или любого растворителя. Также допускается использование для этого раствора из воды и каустической соды, но при таком положении дел изделие обязательно промывают по проточной водой.
При работе с силуминовыми деталями активно используют электроды марки ОК96.50, стержень которых изготавливаются из силумина, а обмазка ‒ из составов на основе солей и щелочей из хлора или фтора.
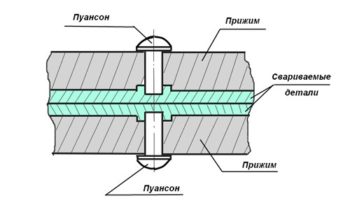
Точечная сварка сплавов.
Сварка силумина в аргоне электродом происходит следующим образом:
- Чтобы изделие проплавлялось наилучшим образом, работы по сварке материала нужно осуществлять при обратной полярности тока с использованием короткой дуги.
-
Присадочную проволоку подают в сварную зону, где она расплавляется, а затем соединяется с металлом изделия.
Это приводит к формированию жидкой однородной массы, которая по мере остывания становится монолитной. -
Если быстро подать в сварную ванну присадочный материал, раскаленный металл начнет разбрызгиваться.
В итоге, качество сварочного соединения, а также его прочность и долговечность снизятся. -
Проволока должна аккуратно подаваться под углом непосредственно спереди горелки.
Движение сварщика непременно должны быть плавными. Передвигать присадку поперек, отклонять ее в стороны нельзя, так как это скажется на качестве сварочного шва.
Иные требования при работе с силуминовыми конструкциями аналогичны соединению алюминиевых изделий путем сваривания металлических изделий в аргоне:
- поджигая электрод, касаться соединяемых деталей запрещено;
- газа можно подать через четверть минуты после поджога электрода, что позволит достаточным образом прогреть воздух вокруг сопла газовой горелки;
- нельзя прекращать подачу газа разу после завершения работы, а только спустя пятнадцать секунд после этого, что позволит металлу соединения остыть равномерно и не потрескаться.
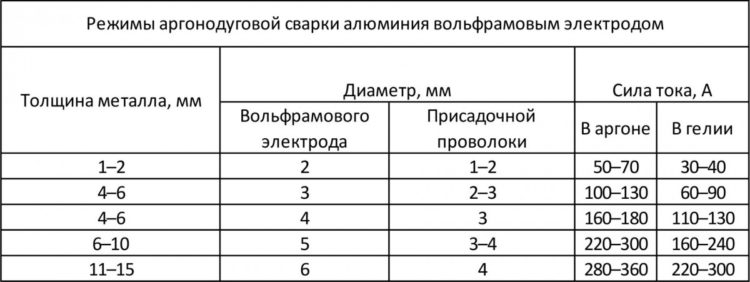
Таблица режимов сварки алюминия.
Среди достоинств электродуговой сварки в аргоне выделяют:
- узконаправленное воздействие дуги, предотвращающее деформационные процессы на свариваемых элементах;
- больший вес аргона по сравнению с воздухом, поэтому он способен вытеснять кислород из сварной зоны;
- высокую скорость рабочего процесса;
- наличие разных методик сварки различных составов.
Виды клея
Наиболее подходящим для работы с алюминиевыми поверхностями является полиуретановый клей или изготовленный на основе эпоксидной смолы.
Клеи на полиуретановой основе бывают:
В однокомпонентных составах содержится полимер полиуретан и нет растворителя. Подобные средства применяются на открытых частях изделий. Перед скреплением поверхность необходимо смочить водой. Благодаря этому однокомпонентный клей вступает в реакцию с алюминием, формируя тем самым очень прочное соединение.
PERMATEX Cold Weld
Из-за содержащегося в двухкомпонентных составах отвердителя смачивание поверхности водой не требуется. Подобные средства обладают устойчивостью к маслам, грибкам, плесени, отличаются повышенной пластичностью и термостойкостью.
Двухкомпонентные составы на основе эпоксидной смолы характеризуются улучшенными адгезионными свойствами и отличаются устойчивостью к воздействию высоких температур. Часто используются при монтаже конструкций из алюминия, а также для соединения материалов, имеющих разные показатели теплового расширения (дерево, фарфор, камень). Качественного склеивания поверхностей из различных материалов добиться сложно, потому дополнительно используются механические приспособления, например, эластичная лента.
Abro Steel
Составы на основе смолы бывают:
- горячего затвердевания — применяются, по большей части, на промышленных предприятиях и застывают при температуре +1000° С;
- холодного — твердеют при температуре от +15 до +350° С.
Любой двухкомпонентный клей перед нанесением смешивается с отвердителем, пропорции могут быть разными, соответствующая информация находится на упаковке.

Cosmopur 819