Вальцовка для медных труб своими руками: советы от мастеров
Содержание:
Особенности технологии
Ремонт автомобиля, с чем бы он ни был связан, редко вызывает приятные эмоции у автолюбителя. Это объясняется еще и тем, что такое мероприятие, как правило, сопряжено с определенными финансовыми расходами. Между тем, если говорить о ситуации, при которой необходимо развальцевать тормозные трубки, расходы на такую процедуру можно минимизировать, если выполнить ее своими руками.
Итак, чтобы развальцевать тормозные трубки своими руками, требуется не только подробно изучить теоретическую информацию по данному вопросу и просмотреть соответствующее видео, но и приобрести специальное приспособление. В , который можно достаточно недорого приобрести во многих автомобильных магазинах, входят следующие инструменты и приспособления:
- труборез;
- штуцер, применяемый в качестве соединителя;
- клещи.
В набор для развальцовки входит, как правило, зажим под различные размеры трубок
Используя такой несложный набор, к которому надо добавить дрель (чтобы снимать фаски на концах труб), а также бензин, необходимый в качестве смазывающего материала, можно не только качественно выполнить развальцовку своими руками, но и сэкономить приличную сумму денег, которые пришлось бы заплатить специалистам станции технического обслуживания.
При замене трубки на новую сначала делаем копию по образцу старой
Непосредственно перед процедурой развальцовки с тормозной трубкой необходимо выполнить следующие действия.
- Трубку при помощи инструмента или вручную откручивают от тормозного цилиндра или суппорта.
- При помощи визуального осмотра определяют наличие повреждений на поверхности трубки. Если они находятся близко к ее краю, то трубку можно восстановить, если нет, то ее надо заменить на новую.
- Используя такой инструмент, как труборез, от края трубки отрезают участок с повреждением и обрезанный край обрабатывают бензином.
- Обрезанный конец трубки зажимают клещами и в его внутренней части при помощи дрели со сверлом соответствующего диаметра снимают фаску.
- Участок внутренней поверхности трубки, где была снята фаска, очищают от стружки. После этого конец трубки вставляют в штуцер, выступающий в роли соединителя.
Аккуратно укорачиваем трубку с помощью специального резака
После того как все вышеописанные действия выполнены, трубку необходимо развальцевать, для чего лучше всего использовать специальный станок. Развальцовка, выполняемая при помощи такого станка, осуществляется по следующему алгоритму.
- Конец трубки, который требуется развальцевать, вставляют в зажимное отверстие станка. При этом часть трубки, выступающая из зажимного механизма станка, должна составлять примерно 5 мм.
- При помощи специального пуансона, которым оснащен такой станок, конец трубки развальцовывают.
- При необходимости развальцовки второго конца трубки вся вышеописанная процедура выполняется в такой же последовательности.
Сдавливаем плашку прессом, визуально следя за образованием грибка, и получаем качественно обжатую трубку
В результате выполнения развальцовки с помощью такого прибора, с правилами и тонкостями работы с которым лучше всего ознакомиться по видео, конец тормозной трубки становится аккуратно расширенным. Использование специального станка позволяет регулировать параметры такого расширения, ведь для тормозных систем, используемых на автомобилях разных марок, они могут серьезно разниться. Как правило, в специальных наборах, при помощи которых развальцевать тормозные трубки можно своими руками, есть и лекало, позволяющее осуществлять контроль за результатом выполнения технологической операции.
Разворачивание конца трубки посредством специального ножа, расположенного на задней стенке резака
Таким образом, развальцевать трубки, используемые в тормозной системе автомобиля, несложно, если использовать для этого специальные инструменты и приспособления. Выполняя такую развальцовку своими руками, вы не только экономите деньги, но и полностью контролируете процесс выполнения технологической операции, от результатов которой зависит работоспособность вашего транспортного средства. В таких случаях всегда следует помнить о том, что автомобильный слесарь выполняет работу не для себя, поэтому и относится к ней соответственно. Чтобы не переживать за результаты самостоятельного ремонта своего транспортного средства, необходимо придерживаться нескольких простых рекомендаций:
- четкое следование инструкциям, в качестве которых может выступать и видео;
- использование для развальцовки только качественных инструментов, приспособлений и расходных материалов;
- строгий контроль на всех этапах выполнения ремонтных мероприятий.
Устройства и приборы
Чтобы сделать развальцовку в домашних условиях надо подготовить инструменты. увеличить край медной трубки доступно человеку без опыта вручную, натянув его на коническую болванку. Минус такого способа обработки: получить раструб с заданными размерами будет сложно, потому что мастер прикладывает неравномерное усилие. Такая развальцовка искривляет деталь. Изъяна можно избежать, используя специальные инструменты.
Строительный рынок предлагает расширяющие диаметр изделий из меди приспособления с ручным или электрическим приводом. Электроинструменты используют для развальцовывания трубопровода и для других целей. Например, изгиба под нужным углом. Все приборы действуют по принципу пластической деформации, что обеспечивает сохранение внутренним поверхностям трубы гладкости в процессе расширения диаметра изделия.
 Комплект инструментов для развальцовки
Комплект инструментов для развальцовки
Шаблон
Это простейший аппарат – болванка в форме конуса. Изготавливается из любого металлического сплава, который тверже меди. Главное преимущество шаблона – небольшая цена. Кроме того, он легок в применении. Но такой способ увеличения диаметра изделия нередко сопровождается разрывами стенок.
Эспандер
Это ручной прибор, в котором увеличение диаметра медных труб происходит в результате применения силы. Устройство состоит из 2 рычагов и раздвижного конуса, на который насаживается обрабатываемый элемент. При надавливании на ручки эспандера, элементы расширителя расходятся в разные стороны, медное изделие растягивается. Это недорогое устройство не гарантирует качественного результата. При его использовании невозможно контролировать толщину трубы, на более тонких зонах могут возникнуть порывы.
Развальцовку изделия эспандером целесообразно выполнять в два приема. Вначале слегка расширить край, затем повернуть инструмент и растягивать трубу до требуемого диаметра.
 Эспандер
Эспандер
Конусный развальцовщик
Представляет собой простейший набор: матрица и развальцовщик. Первый из 2-х элементов представляет собой пластину с округлыми прорезями размерами стандартных сечений труб. Развальцовщик состоит из нижеперечисленных элементов:
- корпуса;
- расширителя;
- ходового винта.
Когда ходовой винт начинает вращаться, расширитель ввинчивается в отверстие изделия и создает раструб.
Механический и электрический инструмент
Механическое устройство аналогично конусному, только его рабочим элементом является набор вальцов. Они действуют не растягивая, а равномерно раскатывая стенки труб. Указанная технология обеспечивает одинаковую толщину материала на всем обработанном участке. Благодаря этому внутренние поверхности трубы в процессе раскатывания остаются гладкими, а раструб получается аккуратный и симметричный.
Электрический аппарат отличается от механического наличием электропривода. Он значительно сокращает время выполнения процесса и не требует прикладывать усилие.
Развальцовщик, работающий от электросети
Станок для развальцовки тормозных трубок
самый простой станок для развальцовки трубок обойдется вам в 600-700 рублей. Но это будет не самое качественное изделие. Мы бы рекомендовали не опускаться ниже 1800, иначе есть шанс потратить деньги зря. Несколько наборов и станков мы показали на фото. Один из них подороже, второй подешевле, но суть у них одна.
Состоит станок из планки, которая удерживает рубку. Собственно, наш самодельный набор тоже имеет такую же структуру, только в фирменные наборы входят в обязательном порядке:
- сама планка для фиксации трубок;
- станок с углом развальцовки 45 градусов;
- набор сменных штампов из прочной закаленной стали;
- резак для трубок.
Более дорогие модели имеют еще большее оснащение, но мы рассмотрим только самые минимальные комплектации.
Развальцовка может быть трех видов, но первые два нас интересуют мало, потому что применяются в основном в холодильниках и кондиционерах. Развальцовка происходит следующим образом:
- Зажимаем трубку в держателе так, чтобы она выступала за его край на 5-6 мм.
- Устанавливаем вместо конуса штамп, подходящий нам по диаметру трубки.
- Вкручиваем штамп и расплющиваем самый торец медной трубки.
- Не забываем одеть штуцеры, причем резьба должна быть направлена друг от друга к концам трубки.
- Удаляем штамп и меняем его на конус.
- Вкручиваем конус аккуратно и постепенно.
- Вынимаем трубку, проводим внимательный осмотр, если нужно зачищаем.
Таким образом, получаем аккуратную развальцованную тормозную трубку, которой можно смело заменять старую, вышедшую из строя. Мы не можем сказать, что станок для развальцовки трубок должен быть в каждом гараже, но как правило, самые ценные вещи это те, которые не всегда под рукой. Следите за состоянием тормозной системы, и удачи на дорогах!
Для обширной армии автомобилистов, привыкших выполнять ремонт машины самостоятельно, появление новых инструментов и приспособлений в арсенале уже имеющихся – само собой подразумевающаяся неизбежность. Сегодня речь пойдёт о ремонте тормозной системы, которая очень часто требует замены тормозных трубок. Эти элементы больше других подвержены воздействию внешних факторов, что и сказывается на их состоянии. Но осуществить их замену можно только при наличии специализированного инструмента, с помощью которого выполняется развальцовка трубок. Нет инструмента – выполнить эту операцию не удастся. Это означает, что придётся всё же ехать на ближайший автосервис. Или идти в автомагазин, чтобы стать обладателем ещё одного очень полезного приспособления.
Описание
Завальцовка кромок – это технологическая операция, в результате которой пластической деформации подвергаются края листовых материалов или концы труб и других цилиндрических заготовок. Данный процесс приводит к изменению геометрической формы, но никоим образом не влияет на свойства используемого материала. Операция завальцовки труб выполняется с целью уменьшения их исходного диаметра или подготовки концов трубок к дальнейшему соединению.
Процесс может осуществляться как с помощью ручного инструмента, так и на специальных станках. Метод позволяет получать качественно обработанные края за малый промежуток времени, а также трубы любого нужного диаметра, в том числе и нестандартных размеров.
Завальцевать кромки листового металла бывает необходимо, когда предусматривается его дальнейшее использование, например, в качестве кровельного материала. В этом случае по периметру листа выполняются одинарные или двойные фальцы путем завальцовки кромки. Фальцы служат для надежного соединения листов между собой. Так называемая фальцевая кровля применяется на малоэтажных зданиях различного назначения. При этом кровельный металл для предотвращения его коррозии покрывается специальным полимерным составом.


Также метод завальцовки широко применяется для обработки кромок керамической плитки, керамогранита и других отделочных материалов. Он позволяет сгладить углы и острые грани, которые неизбежны при резке плитки. Специальное оборудование позволяет качественно и быстро обработать кромку любой конфигурации, тем самым обеспечив безопасность выполнения плиточных работ.
Матрица оборудования, предназначенного для завальцовки, может иметь различный профиль
Поэтому важно не только правильно подобрать приспособление для обработки заготовки или готового изделия, но и тщательно изучить рабочий чертеж, в котором указан уже непосредственно профиль завальцовки. Соединение деталей способом развальцовки получило широкое применение в области приборостроения

Этапы
Чтобы лучше понимать технологию развальцовки, будет полезно рассмотреть основные этапы этого процесса.
- Тщательная торцовка, результатом которой должен стать прямой угол между торцом и плоскостью. Чем меньше в этом показателе будет отклонений, тем качественнее получится результат.
- Зачистка металла, удаление заусениц, окислов и прочих дефектов.
- Надевание на трубу резьбовой муфты.
- Зажимание заготовки в станине. При этом над станиной оставляется несколько миллиметров круглой заготовки — это будет рабочей областью.
- При вкручивании винтового элемента развальцовывающий конус должен упираться в торец с такой силой, чтобы возникающего давления хватало для деформации трубы. Результатом такого воздействия будет образование «юбки» со скосом в 45 градусов.
- Труба может выниматься из станины, а муфта при этом перемещается к обработанному краю.
- Для облегчения обработки трубы используется смазка. Винт перемещается вперед и назад, пока не будет получен желаемый результат.


При работе с ручным инструментом принцип работы немного меняется.
- Заготовка торцом насаживается на головку с подходящим диаметром до упора.
- Стационарная рукоятка удерживается, а подвижная – перемещается по окружности. При таком воздействии губки головки будут постепенно разводиться. Чрезмерных усилий применять не нужно, поскольку можно разорвать заготовку.
- Когда диаметр будет расширен до нужного значения, можно снимать обрабатываемую трубу, и проверять полученный результат.


Проведение процедуры своими руками
Процесс вальцовки трубок тормозной системы может проводиться собственноручно владельцем автомобиля. Для этой цели желательно пользоваться чертежами.
Сначала нужно определиться со степенью неисправности и возможности проведения ремонтных работ. Трубки откручивают от суппорта либо тормозного цилиндра и осматривают. Если удастся ликвидировать поврежденный участок, сохраняя длину элемента в пределах возможного использования, то его стоит отрезать труборезом либо ножовкой по металлу.

Следующим шагом будет обработка места среза трубки бензином. Далее мастеру следует зажать клещами деталь и снять внутреннюю фаску дрелью.
Пошаговая инструкция последующих действий выражается несложным алгоритмом.
- Трубу стоит установить в приспособлении. При этом ее конец должно выступать за края на 5 мм.
- Конус стоит сменить штампом, соответствующим диаметру трубки.
- Штамп нужно закрутить.
- Вкрутить штамп, а также слегка расплющить торец медной трубки.
- Надеть штуцеры.
- Снять штамп и сменить на инструмент конусовидной формы.
- Осуществить аккуратное закручивание.
- Вытащить трубку и при необходимости зачистить ее.
В итоге вышеперечисленных мероприятий получается тормозная трубка под конус. Вальцовка труб возможно и иным методом, который называется «Грибок». Такой вариант процедуры подходит для автомобилей европейского изготовления. Для развальцовки «грибком» не требуется снимать нужный штамп.
Преимуществом самостоятельной развальцовки тормозных трубок можно считать то, что работа будет проведена аккуратно – на совесть. Кроме того, не потребуются дополнительные затраты на оплату работы мастеров. Минусом осуществления процедуры в домашних условиях можно назвать то, что набор инструментов или станок будет использоваться очень редко, так как в вальцовке трубки нуждаются редко.

После одноразового проведения процедуры можно получить опыт для дальнейшего осуществления развальцовок. Однако проводить ремонт трубок самостоятельно или доверить его специалистам – это личное дело каждого. Единственное, о чем не стоит забывать автомобилисту – это регулярное отслеживание состояния деталей тормозной системы личного транспорта.
В качестве вывода можно сказать, что развальцовка тормозных трубок не является сложным и трудоемким процессом. Ремонтные работы своего автомобиля можно делать своими руками, но при этом строго придерживаться инструкции.
Подробнее о развальцовке тормозных трубок смотрите далее.
Ручная завальцовка труб

Как завальцевать трубку в домашних условиях, притом — быстро и качественно? Обжимная завальцовка механизированным способом возможна, если применить специальные клещи. Стоят они недешево, поэтому их можно изготовить и самостоятельно, используя в качестве заготовки изношенный трубный ключ по ГОСТ 18981 рычажного типа. Для этого губку подвижного рычага снимают, а вместо нее приваривают вставку под съемное полукольцо (для повышения универсальности можно изготовить несколько таких полуколец под наиболее употребительные диаметры трубок). Такое полукольцо должно быть установлено и на подвижном рычаге. При изготовлении таких клещей необходимо соблюсти максимальную соосность обоих полуколец, иначе качественной завальцовки не произойдет, более того, можно испортить обе соединяемых трубки.
- Зевом клещей охватить (не менее, чем половиной периметра обжимного кольца) внешний диаметр обжимаемой трубы;
- Подвести гайку вплотную к поводку инструмента;
- Повернуть подвижный рычаг до полного охвата им второго полупериметра трубки;
- Сильно сжать оба рычага, и провернуть клещи на угол не более 25-30 0 , после чего все предшествующие переходы повторить.
В зависимости от предельного диаметра соединяемым таким образом труб, можно использовать:
- Для трубок диаметром 10-36 мм — ключ №1;
- Для трубок диаметром 20-50 мм — ключ №2;
- Для трубок диаметром 30-63 мм — ключ №3.
Москвич 426 “Примус” (третья жизнь) › Бортжурнал › [Знание-сила!] Как развальцевать тормозную трубку
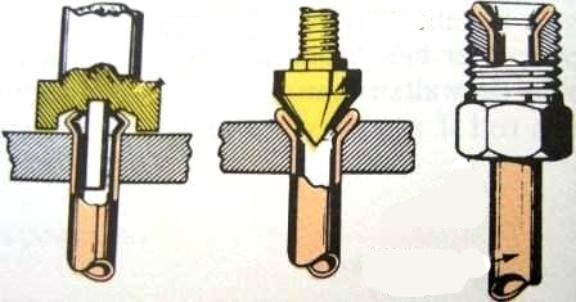
Во-первых, какие бывают виды разцвальцовок:

1) Одинарная воронка – в автомобилестроении не применяется. Развальцовывается просто конусом в одну операцию. Хотя в принципе, мне известны случаи, когда такую одинарную воронку прикручивали вместо двойной и вроде как даже при этом, после очень сильной затяжки, тормозная жидкость не вытекала. Сам так делал при отсутствии инструмента.
2) «Грибок». Считается одноразовым соединением (хотя в реальной жизни позволяет прикрутить трубку до нескольких раз). Является стандартом для европейских и азиатских автомобилей. Это результат европейской жадности: во-первых вальцуется за одну операцию, во-вторых одноразовость способствует демотивации ремонта автомобиля и увеличению продаж автомобилей. В СССР такой вид развальцовки впервые появился на автомобилях ВАЗ, а потом «переполз» на Москвичи, затем Волги и совсем недавно на УАЗы.
3) “Двойная воронка” – Американский стандарт, считается многоразовым соединением. Вальцуется за 2 операции: первая операция – получается «пузырь» или «Грибок», делается оправкой. Вторая операция – заминание конусом и образование воронки. Этот стандарт применялся и в СССР на старых Москвичах, Волгах и УАЗах.
Более подробный рисунок, демонстрирующий разницу между одинарной и двойной воронкой:
Теперь о том, как развальцовывать. Для начала фото набора, состоящего из отрезки, оправок, планки и струбцины с конусом:

Оправка выглядит вот так:

Набор нужно покупать метрический. Почему-то в продаже много дюймовых. Наш (Москвичёвско-волговско-уазовский) размер трубки – 6мм.
1) Отрезаем трубку с помощью отрезки. Для этого надеваем её на трубку, слегка зажимаем. Прокручиваем вокруг трубки несколько раз, поджимаем, опять прокручиваем несколько раз пока не отвалится.
2) Прочищаем внутреннюю кромку трубки острым предметом (вставляем и прокручиваем). Как правило, лезвие для такой прочистки находится на отрезке. Можно использовать обычный стальной нож с острым концом.
3) Зачистка конца трубки. Для этого зажимаем планку в тиски за длинный конец, гладкими отверстиями вверх. Зажимаем в соответствующее отверстие нашу трубку почти заподлицо с поверхностью планки. Подтачиваем торец трубки напильником.
4) Надеваем на трубку гайку
Это важно сделать именно сейчас, лично я часто забываю. 5) Переворачиваем планку вверх ногами и теперь зажимаем её в тиски конусными отверстиями вверх
Зажимаем в неё трубку с выпуском. Выпуск трубки должен быть равен высоте гурта оправки. Если гурт 2-ступенчатый, то ориентируемся по высоте нижней части гурта. Эта нижняя часть гурта кстати бывает как меньше так и больше по диаметру чем верхняя Вот так это выглядит:
5) Переворачиваем планку вверх ногами и теперь зажимаем её в тиски конусными отверстиями вверх. Зажимаем в неё трубку с выпуском. Выпуск трубки должен быть равен высоте гурта оправки. Если гурт 2-ступенчатый, то ориентируемся по высоте нижней части гурта. Эта нижняя часть гурта кстати бывает как меньше так и больше по диаметру чем верхняя Вот так это выглядит:

6) Смазываем штырь и прилегающую поверхность оправки тормозной жидкостью. Вставляем оправку штырём в трубку, надеваем на планку струбцину и вжимаем оправку до прилегания к планке. Снимаем оправку. Мы сейчас получили “грибок” или “пузырь”. Если у нас Евростандарт, то всё готово и можно ставить трубку на машину.
7) Если же нам нужна двойная воронка, то нужно проделать ещё одну операцию. Снимаем оправку и заминаем пузырь конусом, находящимся на струбцине. Вот теперь готово.
Вот так выглядят 2 операции:
Ну и видос, где я рассказываю и показываю как это делается:
Профилактика поломки тормозных трубок
Естественно, чтобы не тратить в дальнейшем много времени на поиски поломок и ремонт, лучше всего с заботой относиться к своему транспортному средству. Не ленитесь, а следуйте простым советам:
- Периодически просматривайте тормозные трубки на наличие ржавчины и дефектов. Загрязнения, микротрещины, коррозия приводят к некорректной работе системы.
- По регламенту меняйте тормозную жидкость.
- Проверяйте герметичность креплений.
- Обрабатывайте поверхности антикоррозийными средствами.
- Не допускайте течи тормозной жидкости.
- Станьте сторонником аккуратной езды. Нередки случаи, когда разрывы трубок происходили при преодолении препятствий.
- Диагностируйте тормозной механизм не менее одного раза в два года. Автомобилистам, которые много времени проводят в дороге, это стоит делать после каждых пятидесяти тысяч пробега.
- Регулярно следите за износом деталей транспортного средства, и оно позаботится о вашей безопасности.
Инструменты и оборудование
В производстве процесс вальцевания выполняется не только с помощью обычных или пневматических ручных инструментов – для этого также применяют токарный станок, вальцовый трубогиб или прокатный станок. Использование подобных специализированных станков и инструментов обуславливается размерами заготовок и материалами, из которых они сделаны.
Именно от свойств и параметров материала заготовки зависит, какой категории будет использоваться инструмент при обработке.
- Категория Т – используется при обработке трубок с внутренним диаметром от 5,6 до 12.5 мм. Глубина вальцевания ограничена.
- Категория СТ – применяется при вальцевании сварных изделий, внутренний диаметр которых равняется 6-11 мм. Так же, как и у инструментов группы Т, у СТ ограничена глубина использования.
- Категория Р – предназначена для изделий диаметром от 1,2 до 4 см. Максимальное значение развальцовки равняется 4,87см.
- Категория РТ – используется для видов с внутренним диаметром 0,55-1,29 мм.
- Категория СР – применяется для толстых трубных решеток, глубина развальцовки равняется 3,23 см.
- Категория 5Р – предназначена для трубок из нержавеющей стали с тонкими стенами.
- Категория К и КО – подходят для развальцовки котельных труб.
В свою очередь, прокатные станы по изготовлению бесшовных труб также имеют свое разделение.
- Непрерывно-удлинительные. Предназначены для производства изделий диаметром до 110 мм.
- Коротконаправочные. Используются при изготовлении изделий диаметром от 60 до 450 мм.
- Трехвалковые. Применяются для создания толстостенных труб сечением от 35 до 200 мм.
- Пилигримовые. Предназначены для получения бесшовных изделий диаметром от 400 до 700 мм.




Валковые трубогибы представляют собой систему, состоящую из нескольких валков, их количество варьируется от 2 до 3 (реже 4) штук. Два вращающихся нижних валка в такой системе прижимают заготовку к третьему, упорному, вокруг которого изгибается изделие. В результате такой прокатки изменяется профиль внутреннего сечения трубы. Регулировка радиуса получаемого изделия осуществляется подбором диаметра валков и расстояния между нижними элементами. В процессе обработки валки станка должны выдерживать высокие механические нагрузки, поэтому их изготавливают из высокопрочных сплавов стали.
Подобные трубогибы являются довольно универсальным оборудованием и позволяют выполнять вальцевание уголков. Также при помощи вальцов различного вида создаются профильные трубы. Наибольшей популярностью пользуются профильные трубы квадратного (прямоугольного) и овального сечений.

Подводя итоги, стоит еще раз отметить, что термин «вальцевание» включает в себя довольно объемный список технологических процессов. Для получения необходимого результата необходимо грамотно выбрать подходящий инструмент, оборудование и соблюдать условия технологического процесса.
Вальцовка К-45-47 и КО-45-47 представлена далее.
Технология и этапы
Если у вас случилась беда с тормозной системой, вы сломали трубку или вам нужно развальцевать край трубки, можно исправить повреждение своими руками или изготовить новую трубку для тормозной системы. Нам понадобится трубка определённой длины. Чтобы ее сделать, можно использовать роликовый нож. Для этого нужно вставить место разреза трубки в роликовый нож, закрепляем нажимом, оборачиваем кругом сам нож вокруг трубки, потом подкручиваем, и опять круг. Подтягивать зажим до тех пор, пока не произойдёт обрезание трубки. Таким образом, у нас получится аккуратный разрез, который не нужно будет дополнительно обрабатывать и зачищать края.
Далее из сердцевины нужно снять внутреннюю фаску, используем для этого процесса сверло с нарезным конусовидным наконечником, прокручиваем медленно концом сверла внутри трубки. Тем самым образуется внутренний конус на трубке, углубление с ровными краями.
Дальше берём тиски, подходящие на трубки с разным диаметром, которые должны быть в комплекте домашнего хозяйства у любого мастера. В этих тисках есть две стороны, которые необходимы для работы — тыльная и фронтальная. Особенность фронтальной стороны в том, что на ней есть фаски, предназначенные для формирования грибка.
Теперь вставляем край нашей трубки в тиски
Их важно правильно закрепить на поверхности рабочего места
Необходимо обратить внимание на важный момент: сколько по длине оставить торчащую трубку. По правилам нужно оставлять 4 мм, а на практике удобнее чуть больше, чтобы получился грибок покрупнее
Зажимаем тиски. Теперь нужно взять оправку в форме грибка, вставляем в середину трубки. Теперь понадобится поджимающий механизм с креплением на тиски и выдвижным на резьбе наконечником в виде конуса.


Собираем мини-станок, опускаем наконечник в оправу, которую мы поместили в конец трубки и начинаем медленно вращать, используя рычаг для закрутки винтового механизма
Важно обратить внимание на плоскость грибка и зажима, они должны находиться в строго параллельном состоянии, чтобы не замяло трубку в сторону. При скосе не образуется нужная вальцовка. Медь — металл мягкий, поэтому поджимаем без фанатизма
Подтянули, пошло небольшое движение вниз наконечником – и можно разбирать станок с тисками. В итоге получилась трубку с внутренней фаской по центру, грибком для соединения с конструкцией
Медь — металл мягкий, поэтому поджимаем без фанатизма. Подтянули, пошло небольшое движение вниз наконечником – и можно разбирать станок с тисками. В итоге получилась трубку с внутренней фаской по центру, грибком для соединения с конструкцией.
Далее на трубку надеваем необходимые крепёжные винты и, если нужно, таким же образом выполняем работу на втором конце трубки. Вот и готова новая, идеальная трубка для тормозного механизма. Как при любых работах на станках, так и при обработке меди вручную, соблюдайте правила техники безопасности. Перед началом работы на вальцовочном станке необходимо пройти медицинский осмотр и инструктаж по ОТ.

В следующем видео вас ждет развальцовка медных трубок для начинающих.
Инструменты для развальцовки медных труб
Виды развальцовок для большинства медных труб выполняют специальными, ручными и приводными развальцовочными приспособлениями. Первые из-за своей компактности и малого веса используются чаще.
В основу действия инструмента положен принцип поперечной раздачи ограниченного участка трубы. При этом должны учитываться следующие условия:
- Коэффициент развальцовки k = d/D (d – внутренний диаметр недеформированной части медной трубки, D – максимальный диаметр нижнего конуса после окончания развальцовки) не должен быть 0,75…0,85;
- Угол развальцовки не должен превышать 300; на практике это условие часто не выполняется, вследствие чего на торце конуса возможны волнообразные складки и даже трещины (в ряде случаев микротрещины видны даже на внутренней поверхности трубки). Такие изделия дефектны, и к установке допущены быть не могут;
- Торец трубки, которая подлежит развальцовке, должен быть ровно отрезан от мотка и тщательно зашлифован. Для резки рекомендуется использовать не обычную ножовку по металлу, а приспособление для кругового реза, которое обеспечивает чистый срез. Приспособление включает режущее лезвие, направляющее колесо и ручку для затяжки. При вращении инструмента вокруг заготовки, лезвие постепенно внедряется в материал, оставляя чистую кромку;
- После развальцовки наблюдается утонение стенки трубки, которое можно определить по формуле s1 = sk0,5 (s – исходная толщина стенки трубки, s1 – толщина стенки после развальцовки, в нижней части конуса).
При подогреве медной трубки предельное значение коэффициента развальцовки может быть снижено на 15-20 %.
Кратко рассмотрим наиболее часто встречающиеся типы развальцовочной оснастки.
Механический развальцовщик
Ключевой деталью такого приспособления является валик (реже – шарик), который изготовлен из твёрдого сплава или быстрорежущей закалённой стали. Валик прижимается к подготовленной кромке заготовки и с нажимом прокатывается по ней.
Интенсивность развальцовки устанавливается визуально, с учётом приведенных выше ограничений. Передвижение валика по деформируемой поверхности производят вручную. При выборе типоразмера устройства следует соотнести геометрические характеристики валика – радиус закругления, диаметр – с необходимым размером деформируемого торца изделия.
Конусный развальцовщик
Представляет собой наиболее удачную конструкцию инструмента. Основным элементом является конический пуансон. Перемещаясь в винтовой направляющей, он производит равномерную раздачу боковых стенок трубки. По внешнему виду напоминает ручной винтовой пресс, который можно закреплять на рабочем столе или верстаке.

Перемещение пуансона контролируется визуально, по достижении требуемой степени деформации. Для снижения трения внутреннюю поверхность заготовки можно смазать. При работе с конусным развальцовщиком усилие операции будет непрерывно возрастать.
Развальцовщик с электроприводом
Производители такого инструмента обычно комплектуют их наборами различных насадок, отличающихся углом конуса, радиусами закругления рабочей части и её длиной. Цена инструмента возрастает, зато и его эксплуатационные возможности увеличиваются. Развальцовка медных трубок приводными развальцовщиками целесообразна при значительном объёме выполняемых операций. Привод осуществляется от аккумулятора.
Эксцентрический развальцовщик
Работает по принципу перекатывания давильного приспособления по поверхности заготовки. Усилие обработки при этом – минимальное, однако существенным недостатком считается неравномерность характеристик деформируемой части трубки. Кроме того, сам процесс развальцовки происходит более длительное время.
Рычажный развальцовщик
Наиболее простой тип оснастки, который доступен для изготовления своими руками. Другое название – эспандер. Представляет собой систему из 2…4 рычагов, которые равномерно располагаются вокруг деформируемой заготовки, преодолевая при работе сопротивление возвратных пружин.
Развальцовка происходит последовательным и одновременным перемещением рычагов в направлении деформирования. Трёхрычажную схему используют реже, потому что для неё требуется работать вдвоём. Другим недостатком приспособления является невозможность текущего контроля качества.